
Новини
-

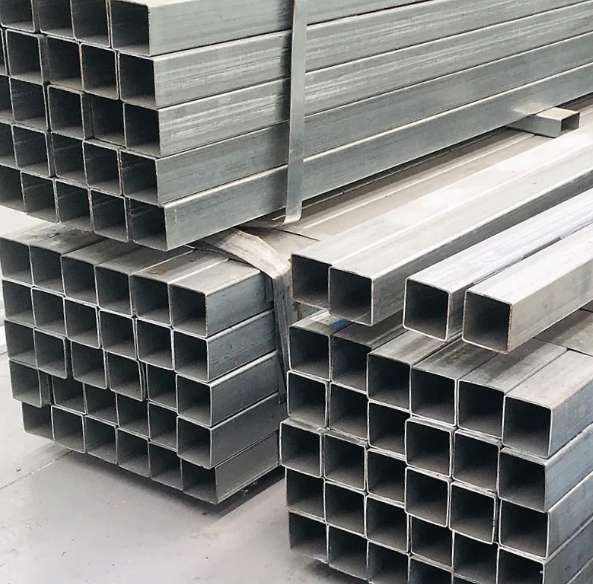
Тенденции при електродъгово заварени тръби с прав шев
Контекстът на енергийния пазар, особено изграждането на газопроводи на дълги разстояния за насърчаване на развитието на големи тръби LSAW, текущия пазар, вътрешните и външните пазари във вътрешното търсене на нефтопроводи и газопроводи от около 8 милиона T, количеството на доставката на годината 1100 милиона t , толкова повече в...Прочетете още -

LSAW Мерки за контрол на качеството на заваряване на тръби
Дебелина на стената на тръбата LSAW с голям диаметър и голям, добър материал, стабилност на процеса, превръщайки се в първия избор за големи местни и чуждестранни проекти за петролни и газови тръби.В големите прави шевове, заварени под флюс дъгово заварени тръбни заварени съединения, зоната, засегната от заваряване и топлина, е най-вероятно да доведе до ва...Прочетете още -

Разлика между UOE и JCOE
Разликата между UOE и JCOE, причинена от техния производствен процес.От горните два вида производствени процеси техническите им са почти еднакви. Голямата разлика е методът на формоване.UOE формоване, току-що направено от две стъпки: U формоване и O формоване. JCOE формоване, направено от ...Прочетете още -

Обичайна повърхностна обработка на повреда на тръба от неръждаема стомана
Тръба от неръждаема стомана в производствения процес, ще се появи на повърхността ръжда, феноменът на пръски при заваряване ще бъде заварен, повърхността на тръбата от неръждаема стомана ще бъде повече драскотини, тези случаи трябва да бъдат как да го направя?Факел като професионално производство и продажба на производители на тръби от неръждаема стомана за...Прочетете още -
Технология за премахване на поцинкована стоманена повърхност
1. Етап на студено валцуване: Състоянието на повърхността на лентата има два основни аспекта на грапавостта на повърхността и остатъците.2. Грапавост на повърхността: Процесът на контрол на грапавостта на повърхността на студено валцуваната лента, включващ много фактори, чрез партидно отгряване на лентата, има определена грапавост на повърхността, за да се намали еф.Прочетете още -

Точки за проверка на дефекти на поцинкована стоманена повърхност
Виждаме повече горещо поцинковани стоманени съдове на пазара сега, горещо поцинковани стоманени повърхности поради неправилна работа на образуването на повърхностни дефекти, необходимостта от строг процес за производство на по-добри продукти.Ако дефектът се дължи на нефункциониращо оборудване за горещо поцинковане или по...Прочетете още