
ニュース
-
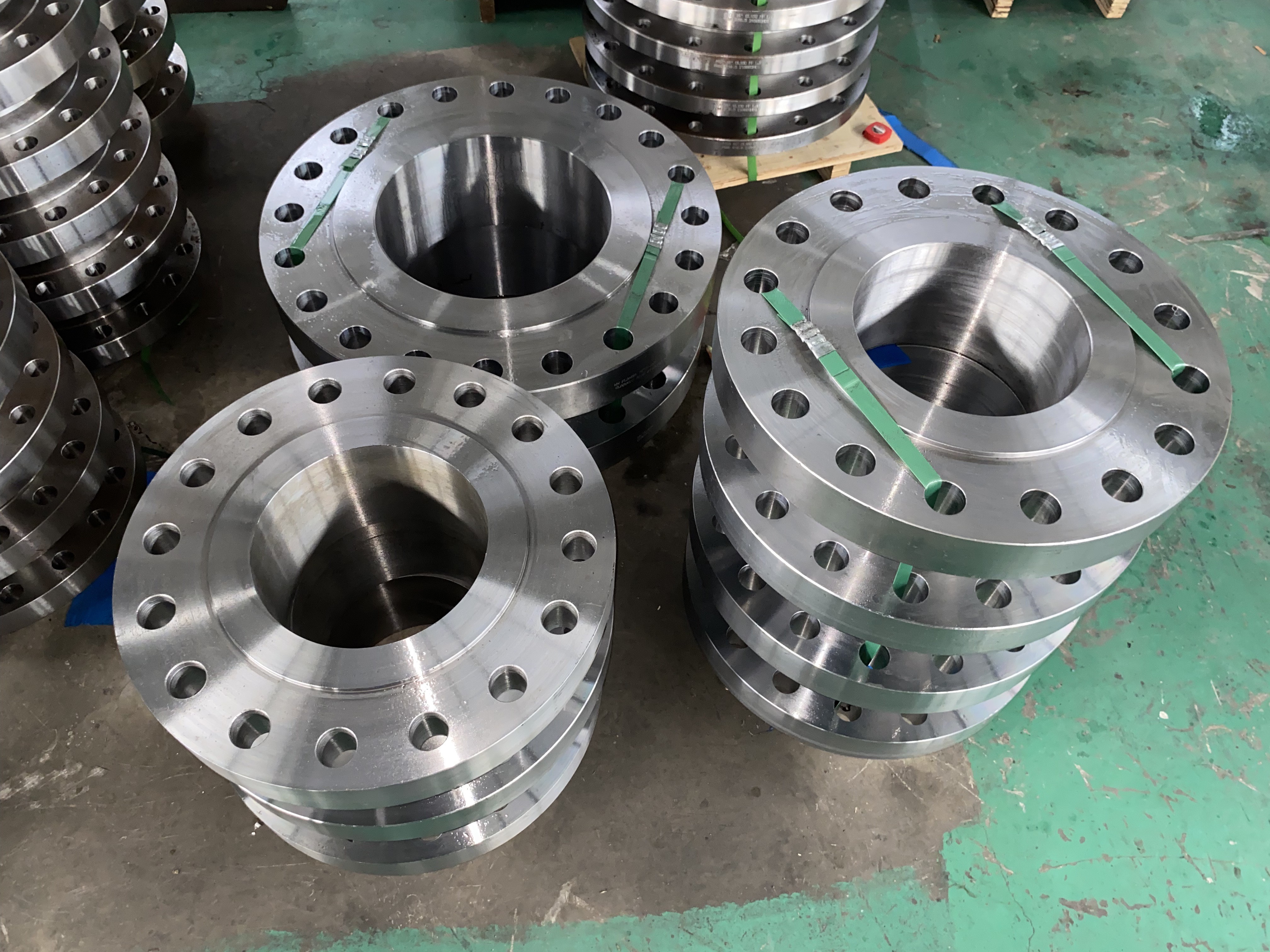
フランジの製作技術
フランジの製造技術は大きく分けて、鍛造、鋳造、切削、圧延の4種類に分かれます。鋳造フランジ 長所: 正確で洗練された形状とサイズ 作業負荷が軽い 低コスト 短所: 気孔、亀裂、不純物含有などの欠陥 不十分な内部流線 (...続きを読む -

熱膨張継目無鋼管の製造技術
熱膨張シームレス鋼管は、オリジナルパイプの膨張技術を採用しています。拡張加工は、油圧または機械的手段を使用して鋼管を半径方向に沿って外側に強制的に拡張する圧力処理プロセスです。機械的な方法はより簡単で効率的です。続きを読む -

LSAW鋼管の製造工程
LSAW鋼管は縦平行鋼管です。通常、メートル溶接鋼管、溶接薄肉管、変圧器冷却油管などに分けられます。ストレートシーム溶接パイプは、製造プロセスが簡単で、生産効率が高く、コストが低く、...続きを読む -

LSAW鋼管のメリットとデメリット
lsaw鋼管の利点 溶銑鋳造組織を破壊し、鋼の結晶粒を微細化し、微細組織の欠陥を除去することができるため、鋼組織が緻密になり、機械的特性が向上します。この改善は主に圧延方向に反映されます。続きを読む -

EN 10216: EU 規格
EN 10216-1:EU規格 EN 10216-2:EU規格 用途:ボイラー管、タバコ管、過熱器管、空気予熱器管に。ご相談の上、他のグレードの鋼管も供給可能です。機械的性質:標準グレード 引張強さ(MPa) 耐力続きを読む -

大径LSAW鋼管の製造方法
1つ。大径LSA鋼管の製造工程紹介 圧延機→アンコイラー→アンワインダー→レトリッパーレベリングマシン→縦型ロールセンタリング→シャーバット溶接→板位置制御(両頭縦型ローラー)→ディスクシャーリング→板位置制御(両頭縦型)ローラー)→ ...続きを読む