
ท่อเหล็กเกลียวเป็นแถบม้วนเป็นวัตถุดิบ การขึ้นรูปแบบรีดร้อนมักจะ กระบวนการเชื่อมอาร์กจมอยู่ใต้น้ำลวดสองด้านอัตโนมัติ รอยตะเข็บท่อเหล็กเกลียวกระบวนการผลิตหลักมีดังนี้:
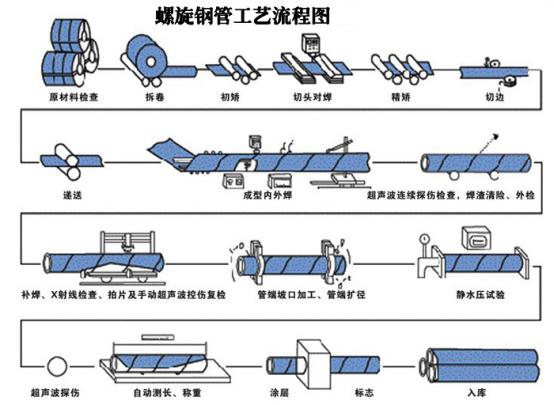
กระบวนการผลิตท่อเหล็กเกลียว
1. หัววัดบอร์ดคลี่คลาย: หลังจากเข้าสู่สายการผลิตแผ่นคลี่คลายแล้ว การทดสอบอัลตราโซนิกแบบเต็มบอร์ดครั้งแรก
2. การกัดปรับระดับ: เครื่องทั่งเหล็กแบนเพื่อให้โค้งงอเดิม จากนั้นผ่านเครื่องกัดขอบสำหรับการกัดเหล็กสองด้าน เพื่อตอบสนองความต้องการของความกว้างของแผ่น ความขนานของขอบแผ่น และรูปร่างร่อง
3. การขึ้นรูปแบบเฉือน: สายการผลิตแผ่นเหล็กตามขอบด้านนอกของเกลียวขดเป็นท่อ
4. การตัดแบบชน: การเชื่อมอาร์กแบบจุ่มสองด้านโดยใช้เทคโนโลยีขั้นสูงในการเชื่อมเบื้องต้น การเชื่อมภายใน การเชื่อมภายนอก ไอออนตีนตัดตามข้อกำหนดความยาวรอยเชื่อมท่อเกลียวและอื่น ๆ
5. การตรวจสอบด้วยภาพ: โดยบุคลากรมืออาชีพและด้านเทคนิคในการตรวจสอบพารามิเตอร์พื้นฐานบางส่วน
6. การตรวจจับข้อบกพร่องล้ำเสียง: การเชื่อมภายในและภายนอกและเชื่อมทั้งสองด้านของวัสดุฐานการตรวจสอบ 100%
7. การตรวจจับรังสีเอกซ์: เชื่อมภายในและภายนอกระบบประมวลผลภาพตรวจสอบทีวีอุตสาหกรรม X-ray 100% เพื่อให้แน่ใจว่าการใช้ความไวในการตรวจจับ
8. การทดสอบแรงดัน: เครื่องทดสอบอุทกสถิตของท่อเหล็กเกลียวโดยการทดสอบรากเพื่อให้แน่ใจว่าท่อทดสอบแรงดันเป็นไปตามมาตรฐานที่กำหนด
9. ลบคมหัวแบน: การตรวจสอบท่อเหล็กเกลียวดำเนินการหลังจากการประมวลผลปลายท่อเพื่อตอบสนองความต้องการของขนาดการบากปลายท่อ
10. การตรวจสอบขั้นสุดท้าย: การตรวจจับด้วยอัลตราโซนิกและเอ็กซ์เรย์อีกครั้งและท่อเหล็กเกลียวสิ้นสุดการตรวจสอบอนุภาคแม่เหล็ก ตรวจสอบว่ามีปัญหาหรือไม่และข้อบกพร่องที่ปลายท่อเชื่อม
11. การทำเครื่องหมายด้วยน้ำมัน: หลังจากผ่านท่อเหล็กเกลียวแล้วจะถูกทาน้ำมันเพื่อป้องกันการกัดกร่อน และตามความต้องการของผู้ใช้สำหรับการทำเครื่องหมาย
เวลาโพสต์: 22 มิ.ย. 2022