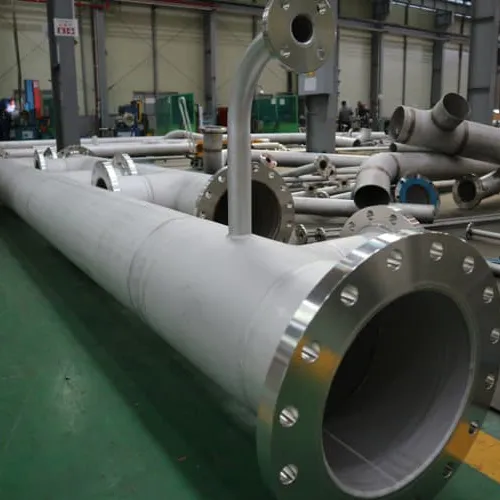


A Pipe Spool is a prefabricated section of a piping system, consisting of a length of pipe combined with flanges, elbows, tees, and other fittings. It serves as a modular building block in industrial construction, designed to be manufactured in a controlled shop environment and then transported to the job site for final assembly. By shifting the fabrication work from the construction site to the factory, pipe spools significantly improve quality control, reduce labor costs, and accelerate project schedules.
Our pipe spools are engineered to handle the most demanding conditions, including high pressure, extreme temperatures, and corrosive media. We utilize advanced welding and inspection techniques to ensure that every spool meets the strict dimensional tolerances required for seamless field installation. The complexity of a spool can range from a simple "stick" of pipe with two flanges to intricate 3D assemblies with multiple branches and supports.
Pre-Fabrication of Pipe Spools
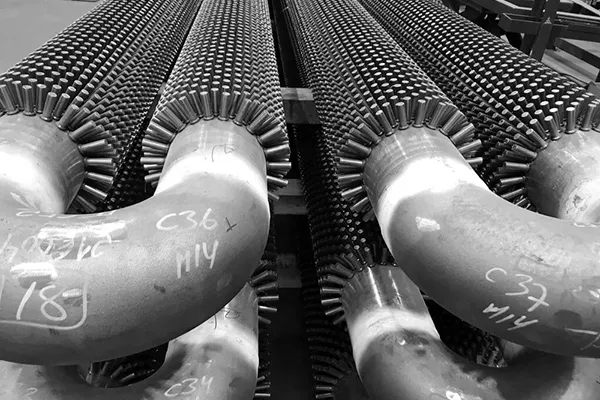
Roll correction and welding process are fitting of the main pipe by rolling machine and the welder does not need to change his situation, and also the position of fitting and welding occur when more than one branch of the long pipe overcome the clearance limit. To create a more efficient piping system and save time, pipe spool pre-fabrication is used. Because if the system did not produce preliminary, the welding of the system will take much more time and the welder has to move over the main pipe to accomplish fitting or welding.
Why Pipe Spools are Pre-fabricated?
Pipe spools are pre-fabricated to reduce field installation costs and provide higher quality in the products. They are generally flanged to obtain the connection to other spools. The spool fabrication is normally performed by special companies having the required infrastructure. These specialist fabricators produce the system under the specified set of quality and accuracy to obtain proper fit at the site and to maintain the necessary technical properties defined by the client.
Mainly used pipeline systems are generally:
Steel pipes
For the supply of water and flammable gases, steel pipes are the most useful pipes. They are used in many homes and businesses to transfer natural gas or propane fuel. They also used for fire sprinkler systems due to their high heat resistance. The durability of steel is one of the best advantages of the pipeline systems. It is strong and it can withstand the pressures, temperatures, heavy shocks, and vibrations. It also has unique flexibility which provides an easy extension.
Copper pipes
Copper pipes are mostly used for the transportation of hot and cold water. There are mainly two types of copper pipes, soft and rigid copper. Copper pipes joined using flare connection, compression connection, or solder. It is expensive but offers a high level of corrosion resistance.
Aluminum pipes
It is used due to its low cost, resistance to corrosion and its ductility. They are more desirable than steel for the conveyance of flammable solvents because of none spark formation. Aluminum pipes can be connected by the flare of compression fittings.
Glass pipes
Tempered glass pipes are used for specialized applications, such as corrosive liquids, medical or laboratory wastes, or pharmaceutical manufacturing. Connections are generally made using a specialized gasket or O-ring fittings.
Key Applications:
• Oil & Gas Refining: Critical for connecting distillation columns, reactors, and storage tanks in refineries.
• Petrochemical Plants: Used in ethylene and ammonia plants where leak-tight integrity is non-negotiable.
• Power Generation: Essential for steam lines, feedwater systems, and cooling water circuits in thermal and nuclear power plants.
• Shipbuilding: Compact pipe spools are vital for the complex engine rooms and piping networks of marine vessels.
• Water Treatment: Large-diameter spools are used for intake and discharge lines in municipal water infrastructure.
Pipe spool size
|
Production method |
Material |
Size range & pipe spool dimensions |
Schedule / Wall Thickness |
|
|
Minimum thickness (mm) |
Maximum thickness (mm) |
|||
|
Seamless Fabricated |
Carbon steel |
0.5–30 Inch |
3 mm |
85 mm |
|
Seamless Fabricated |
Alloy steel |
0.5–30 Inch |
3 mm |
85 mm |
|
Seamless Fabricated |
Stainless steel |
0.5–24 Inch |
3 mm |
70 mm |
|
Welded Fabricated |
Carbon steel |
0.5–96 Inch |
8 mm |
85 mm |
|
Welded Fabricated |
Alloy steel |
0.5–48 Inch |
8 mm |
85 mm |
|
Welded Fabricated |
Stainless steel |
0.5–74 Inch |
6 mm |
70 mm |
Specification of pipe spool
|
Pipe spool dimensions |
Flanged pipe spool standard |
Certification |
|
6 meter – ½” (DN15) – 6”NB (DN150) 3 meter – 8” (DN200) – 14”NB (DN350) |
ASME B16.5 (Class 150-2500#) DIN/ ANSI/ JIS/ AWWA/ API / PN standard |
EN 10204 3.1 MTC 3.2 EN 10204 |
|
Common welding methods followed by pipe spool manufacturers |
Welding standard |
Welder test |
|
Manual Semi-automatic Robotic (FCAW, MIG/ MAG, GTAW, GMAW, SAW, SMAW, 1G TIG, 1G MIG) |
Welders as per API1104 (Uphill/Downhill) ASME Section IX |
AWS ATF ISO 17025 |
|
Hardness |
Spool fabrication services |
Pipe spool identification |
|
NACE API standards |
Pickling and passivation Grit blasting (manual and semiautomatic) High Speed Auto Cutting Painting (manual and semiautomatic) Surface treatment Auto Beveling Auto Welding with up to Pipe Size of 60” Contact above listed pipe spool manufacturers for your specific requirements |
Labeled Pan marking dye stamping, Tagging–pipe heat numbers (before cutting pipe, labeled to the cut pieces) Rejected Spools – can be identified with yellow and black color tags (sent for repair job, and to pass NDT test) |
|
Pipe spool hs code |
Documentation |
Testing |
|
73269099 |
QC/ QA Documentation as-built drawings Bolting Inspection according to RCSC MTC |
Raw Material Tests NDT/ non-destructive tests Chemical analysis Hardness Impact test Hydro test Visual control Radiographic Ultrasonic Mgnetic particle Dye penetrant examinations X-ray dimensional control |
|
Code & standard |
End-Prep |
Marking Details |
|
ASME B31.1 ASME B31.3 ASME B 31.4 ASME B 31.8 PED 97/23/EC |
End preparation (beveling) for successful weld 37.5 degrees Beveled angle for welding Roll Cut-groove |
Pipeline No. Component Heat No. Joint No. Fit-up inspection signature Welder No. Visual inspection signature Welding date with metal paint marker ( marked near the joint) Spool Number on the pipe Aluminum tag is tied to the spool Material wise cutting and marking process Carbon steel pipe spool – Using gas cutting & grinding Alloy steel pipe spool – Using flammable cutting or grinding Stainless steel pipe spool – Using plasma cutting or grinding |
|
Heat-treatments |
Storage & Packaging Protection tips |
Industries |
|
Preheating PWHT |
Completed pipe spools with raised faces flange are fitted with plywood blinds Spool ends shall be kept with plastic caps |
Oil & Gas Chemical industry Power Generation Aviation Refueling Pipeline Wastewater/ Water Treatment |
The Pipe Spool is fabricated and tested in compliance with a comprehensive range of international piping codes and standards. The tables below summarize the key applicable standards.
Primary Piping Codes for Pipe Spool Fabrication
|
Code / Standard |
Full Title |
Applicability |
|
ASME B31.3 |
Process Piping |
Most common code for chemical, petrochemical, refinery, and pharmaceutical piping |
|
ASME B31.1 |
Power Piping |
For power generation plants, boiler external piping, and district heating |
|
ASME B31.8 |
Gas Transmission and Distribution Piping |
For natural gas pipelines and related facilities |
|
ASME B31.9 |
Building Services Piping |
For HVAC, plumbing, and building mechanical systems |
|
ASME B31.12 |
Hydrogen Piping and Pipelines |
For hydrogen service applications |
|
API 5L |
Line Pipe |
For oil and gas transmission pipeline spools |
|
EN 13480 |
Metallic Industrial Piping |
European standard equivalent to ASME B31.3 |
|
EN 13445 |
Unfired Pressure Vessels (for skid piping) |
European pressure equipment directive (PED) |
|
ISO 15607 |
Specification and qualification of welding procedures |
International welding standard |
Material & Component Standards for Pipe Spools
|
Component |
Standard |
Key Requirements |
|
Seamless Carbon Steel Pipe |
ASTM A106 Gr.B / API 5L Gr.B |
High-temperature service |
|
Welded Carbon Steel Pipe |
ASTM A53 Gr.B / API 5L Gr.B |
General service |
|
Alloy Steel Pipe |
ASTM A335 P11, P22, P91 |
High-temperature chrome-moly |
|
Stainless Steel Pipe |
ASTM A312 TP304/304L, TP316/316L |
Corrosion-resistant |
|
Low-Temp Carbon Steel Pipe |
ASTM A333 Gr.6 |
Service down to -46°C |
|
Butt-Weld Fittings |
ASME B16.9 |
Elbows, tees, reducers, caps |
|
Forged Fittings (Socket-Weld/Threaded) |
ASME B16.11 |
Small diameters (≤4″) |
|
Pipe Flanges |
ASME B16.5 (≤24″); ASME B16.47 (≥26″) |
Classes 150 to 2500 |
|
Gaskets |
ASME B16.20 / B16.21 |
Spiral wound, ring joint, non-metallic |
|
Stud Bolts & Nuts |
ASTM A193 / A194 |
B7/2H for carbon steel; B8M/8M for stainless |
Compatible pipe fittings and flanges for pipe spool fabrication
|
Material |
Pipe |
Compatible pipe fittings |
Compatible flanges |
|
Carbon steel pipe spool |
ASTM A106 Grade B ASTM A333 Grade 6 ASTM A53 Grade B |
ASTM A234 WPB ASTM A420 WPL6 |
ASTM A105 ASTM A350 LF2 |
|
Stainless steel pipe spool |
A312 TP304/ 304L/ 316/ 316L |
ASTM A403 WP304/ 304L/ 316/ 316L |
ASTM A182 F304/ 304L/ 316/ 316L |
|
Titanium pipe spool |
ASTM B861 |
ASTM B363 |
ASTM B381 |
|
Nickel pipe spool Hastelloy pipe spool Inconel pipe spool Monel pipe spool Alloy 20 pipe spool |
ASTM B775 ASTM B622 ASTM B444/ B705 ASTM B165 ASTM B729 |
ASTM B366 |
ASTM B564 |
|
Duplex / Super duplex/ SMO 254 pipe spool |
ASTM A789 |
ASTM A815 |
ASTM A182 |
|
Copper nickel/ Cupro Nickel pipe spool |
ASTM B467 |
ASTM B171 |
ASTM B151 |
Pipe spool fabrication process
|
Method 1 |
Roll welding/ Roll fitting and welding |
|
Method 2 |
Position welding/ Permanent position fitting and welding |
Proper packing is essential to prevent damage to the pipe spool, especially to the machined flange faces and beveled ends, during long-distance transportation.
• Flange Protection: The most critical part of packing. We install heavy-duty plastic or wooden covers over the flange faces. For high-end projects, we use steel caps bolted directly to the flange to prevent any impact damage.
• End Protection: Beveled ends (if not flanged) are protected with plastic caps or wooden crates to maintain the welding bevel geometry.
• Bundling: Small diameter spools (NPS < 4") are bundled together using steel straps. Wooden dunnage is placed between layers to prevent scratching and to allow for forklift handling.
• Crating: Complex or delicate spools are placed in fumigated wooden crates or on heavy-duty wooden skids. They are secured with steel bolts or chains to prevent movement during transit.
• Marking: Each spool is clearly marked with a unique Tag Number (matching the ISO drawing), Heat Number, and Gross Weight. This ensures easy identification and sorting at the construction site.
A: While often used interchangeably, a Pipe Spool typically refers to a prefabricated section made in a factory (shop-fabricated) consisting of pipe and fittings. A Pipe Assembly is a broader term that can refer to the final installation of multiple spools connected on-site, or smaller, flexible hose assemblies.
A: Prefabrication offers three main advantages:
Quality: Shop conditions allow for better welding quality control and NDT than field conditions.
Speed: Fabrication can happen in parallel with civil construction, reducing the overall project schedule.
Safety: It reduces the amount of hot work (welding) and working at heights required at the job site.
A: We use high-precision laser scanning and 3D modeling software during the engineering phase. Additionally, we maintain strict fabrication tolerances (typically±1.5mm for length). For complex tie-in points, we can leave "field cut" lengths or use adjustable spools to accommodate minor site deviations.
A: Yes. In addition to Carbon Steel, we have specialized workshops for Stainless Steel (304/316), Duplex/Super Duplex, and Nickel Alloys (Inconel, Monel). We ensure strict segregation of materials to prevent cross-contamination, especially for stainless steel.
A: Each spool undergoes visual inspection (VT) of all welds, followed by NDE as required (RT, PT, MT, UT). Finally, a hydrostatic test is performed at 1.5×design pressure (or pneumatic test for gas service). Test certificates are provided.
A: Shop fabrication offers controlled environment (no weather delays), higher welding quality (qualified procedures, automated equipment), better dimensional accuracy (fixturing tables), faster construction (parallel activities), reduced on-site labor (lower cost, less congestion), and improved safety (less elevated work, fewer hot work permits). For large projects, spool prefabrication can reduce overall schedule by 20–40%.
Pipe spool size
|
Production method |
Material |
Size range & pipe spool dimensions |
Schedule / Wall Thickness |
|
|
Minimum thickness (mm) |
Maximum thickness (mm) |
|||
|
Seamless Fabricated |
Carbon steel |
0.5–30 Inch |
3 mm |
85 mm |
|
Seamless Fabricated |
Alloy steel |
0.5–30 Inch |
3 mm |
85 mm |
|
Seamless Fabricated |
Stainless steel |
0.5–24 Inch |
3 mm |
70 mm |
|
Welded Fabricated |
Carbon steel |
0.5–96 Inch |
8 mm |
85 mm |
|
Welded Fabricated |
Alloy steel |
0.5–48 Inch |
8 mm |
85 mm |
|
Welded Fabricated |
Stainless steel |
0.5–74 Inch |
6 mm |
70 mm |
Specification of pipe spool
|
Pipe spool dimensions |
Flanged pipe spool standard |
Certification |
|
6 meter – ½” (DN15) – 6”NB (DN150) 3 meter – 8” (DN200) – 14”NB (DN350) |
ASME B16.5 (Class 150-2500#) DIN/ ANSI/ JIS/ AWWA/ API / PN standard |
EN 10204 3.1 MTC 3.2 EN 10204 |
|
Common welding methods followed by pipe spool manufacturers |
Welding standard |
Welder test |
|
Manual Semi-automatic Robotic (FCAW, MIG/ MAG, GTAW, GMAW, SAW, SMAW, 1G TIG, 1G MIG) |
Welders as per API1104 (Uphill/Downhill) ASME Section IX |
AWS ATF ISO 17025 |
|
Hardness |
Spool fabrication services |
Pipe spool identification |
|
NACE API standards |
Pickling and passivation Grit blasting (manual and semiautomatic) High Speed Auto Cutting Painting (manual and semiautomatic) Surface treatment Auto Beveling Auto Welding with up to Pipe Size of 60” Contact above listed pipe spool manufacturers for your specific requirements |
Labeled Pan marking dye stamping, Tagging–pipe heat numbers (before cutting pipe, labeled to the cut pieces) Rejected Spools – can be identified with yellow and black color tags (sent for repair job, and to pass NDT test) |
|
Pipe spool hs code |
Documentation |
Testing |
|
73269099 |
QC/ QA Documentation as-built drawings Bolting Inspection according to RCSC MTC |
Raw Material Tests NDT/ non-destructive tests Chemical analysis Hardness Impact test Hydro test Visual control Radiographic Ultrasonic Mgnetic particle Dye penetrant examinations X-ray dimensional control |
|
Code & standard |
End-Prep |
Marking Details |
|
ASME B31.1 ASME B31.3 ASME B 31.4 ASME B 31.8 PED 97/23/EC |
End preparation (beveling) for successful weld 37.5 degrees Beveled angle for welding Roll Cut-groove |
Pipeline No. Component Heat No. Joint No. Fit-up inspection signature Welder No. Visual inspection signature Welding date with metal paint marker ( marked near the joint) Spool Number on the pipe Aluminum tag is tied to the spool Material wise cutting and marking process Carbon steel pipe spool – Using gas cutting & grinding Alloy steel pipe spool – Using flammable cutting or grinding Stainless steel pipe spool – Using plasma cutting or grinding |
|
Heat-treatments |
Storage & Packaging Protection tips |
Industries |
|
Preheating PWHT |
Completed pipe spools with raised faces flange are fitted with plywood blinds Spool ends shall be kept with plastic caps |
Oil & Gas Chemical industry Power Generation Aviation Refueling Pipeline Wastewater/ Water Treatment |
The Pipe Spool is fabricated and tested in compliance with a comprehensive range of international piping codes and standards. The tables below summarize the key applicable standards.
Primary Piping Codes for Pipe Spool Fabrication
|
Code / Standard |
Full Title |
Applicability |
|
ASME B31.3 |
Process Piping |
Most common code for chemical, petrochemical, refinery, and pharmaceutical piping |
|
ASME B31.1 |
Power Piping |
For power generation plants, boiler external piping, and district heating |
|
ASME B31.8 |
Gas Transmission and Distribution Piping |
For natural gas pipelines and related facilities |
|
ASME B31.9 |
Building Services Piping |
For HVAC, plumbing, and building mechanical systems |
|
ASME B31.12 |
Hydrogen Piping and Pipelines |
For hydrogen service applications |
|
API 5L |
Line Pipe |
For oil and gas transmission pipeline spools |
|
EN 13480 |
Metallic Industrial Piping |
European standard equivalent to ASME B31.3 |
|
EN 13445 |
Unfired Pressure Vessels (for skid piping) |
European pressure equipment directive (PED) |
|
ISO 15607 |
Specification and qualification of welding procedures |
International welding standard |
Material & Component Standards for Pipe Spools
|
Component |
Standard |
Key Requirements |
|
Seamless Carbon Steel Pipe |
ASTM A106 Gr.B / API 5L Gr.B |
High-temperature service |
|
Welded Carbon Steel Pipe |
ASTM A53 Gr.B / API 5L Gr.B |
General service |
|
Alloy Steel Pipe |
ASTM A335 P11, P22, P91 |
High-temperature chrome-moly |
|
Stainless Steel Pipe |
ASTM A312 TP304/304L, TP316/316L |
Corrosion-resistant |
|
Low-Temp Carbon Steel Pipe |
ASTM A333 Gr.6 |
Service down to -46°C |
|
Butt-Weld Fittings |
ASME B16.9 |
Elbows, tees, reducers, caps |
|
Forged Fittings (Socket-Weld/Threaded) |
ASME B16.11 |
Small diameters (≤4″) |
|
Pipe Flanges |
ASME B16.5 (≤24″); ASME B16.47 (≥26″) |
Classes 150 to 2500 |
|
Gaskets |
ASME B16.20 / B16.21 |
Spiral wound, ring joint, non-metallic |
|
Stud Bolts & Nuts |
ASTM A193 / A194 |
B7/2H for carbon steel; B8M/8M for stainless |
Compatible pipe fittings and flanges for pipe spool fabrication
|
Material |
Pipe |
Compatible pipe fittings |
Compatible flanges |
|
Carbon steel pipe spool |
ASTM A106 Grade B ASTM A333 Grade 6 ASTM A53 Grade B |
ASTM A234 WPB ASTM A420 WPL6 |
ASTM A105 ASTM A350 LF2 |
|
Stainless steel pipe spool |
A312 TP304/ 304L/ 316/ 316L |
ASTM A403 WP304/ 304L/ 316/ 316L |
ASTM A182 F304/ 304L/ 316/ 316L |
|
Titanium pipe spool |
ASTM B861 |
ASTM B363 |
ASTM B381 |
|
Nickel pipe spool Hastelloy pipe spool Inconel pipe spool Monel pipe spool Alloy 20 pipe spool |
ASTM B775 ASTM B622 ASTM B444/ B705 ASTM B165 ASTM B729 |
ASTM B366 |
ASTM B564 |
|
Duplex / Super duplex/ SMO 254 pipe spool |
ASTM A789 |
ASTM A815 |
ASTM A182 |
|
Copper nickel/ Cupro Nickel pipe spool |
ASTM B467 |
ASTM B171 |
ASTM B151 |
Pipe spool fabrication process
|
Method 1 |
Roll welding/ Roll fitting and welding |
|
Method 2 |
Position welding/ Permanent position fitting and welding |
Proper packing is essential to prevent damage to the pipe spool, especially to the machined flange faces and beveled ends, during long-distance transportation.
• Flange Protection: The most critical part of packing. We install heavy-duty plastic or wooden covers over the flange faces. For high-end projects, we use steel caps bolted directly to the flange to prevent any impact damage.
• End Protection: Beveled ends (if not flanged) are protected with plastic caps or wooden crates to maintain the welding bevel geometry.
• Bundling: Small diameter spools (NPS < 4") are bundled together using steel straps. Wooden dunnage is placed between layers to prevent scratching and to allow for forklift handling.
• Crating: Complex or delicate spools are placed in fumigated wooden crates or on heavy-duty wooden skids. They are secured with steel bolts or chains to prevent movement during transit.
• Marking: Each spool is clearly marked with a unique Tag Number (matching the ISO drawing), Heat Number, and Gross Weight. This ensures easy identification and sorting at the construction site.
A: While often used interchangeably, a Pipe Spool typically refers to a prefabricated section made in a factory (shop-fabricated) consisting of pipe and fittings. A Pipe Assembly is a broader term that can refer to the final installation of multiple spools connected on-site, or smaller, flexible hose assemblies.
A: Prefabrication offers three main advantages:
Quality: Shop conditions allow for better welding quality control and NDT than field conditions.
Speed: Fabrication can happen in parallel with civil construction, reducing the overall project schedule.
Safety: It reduces the amount of hot work (welding) and working at heights required at the job site.
A: We use high-precision laser scanning and 3D modeling software during the engineering phase. Additionally, we maintain strict fabrication tolerances (typically±1.5mm for length). For complex tie-in points, we can leave "field cut" lengths or use adjustable spools to accommodate minor site deviations.
A: Yes. In addition to Carbon Steel, we have specialized workshops for Stainless Steel (304/316), Duplex/Super Duplex, and Nickel Alloys (Inconel, Monel). We ensure strict segregation of materials to prevent cross-contamination, especially for stainless steel.
A: Each spool undergoes visual inspection (VT) of all welds, followed by NDE as required (RT, PT, MT, UT). Finally, a hydrostatic test is performed at 1.5×design pressure (or pneumatic test for gas service). Test certificates are provided.
A: Shop fabrication offers controlled environment (no weather delays), higher welding quality (qualified procedures, automated equipment), better dimensional accuracy (fixturing tables), faster construction (parallel activities), reduced on-site labor (lower cost, less congestion), and improved safety (less elevated work, fewer hot work permits). For large projects, spool prefabrication can reduce overall schedule by 20–40%.











 English
English Español
Español русский язык
русский язык Português
Português