






Our Stainless Welded Steel Pipe is manufactured from high-quality stainless steel coils, offering excellent strength, weldability, and outstanding resistance to oxidation and corrosion. Designed for both industrial and commercial applications, these welded pipes provide a cost-effective alternative to seamless pipes without compromising on performance. Common uses include fluid transport, structural supports, exhaust systems, heat exchangers, and sanitary lines in food processing, chemical, petrochemical, and construction industries.
Our stainless welded steel pipes are engineered for applications where reliability, longevity, and hygiene are paramount. The austenitic structure of grades such as 304 and 316 provides excellent resistance to oxidation, pitting, and crevice corrosion, even in aggressive environments like chemical plants, marine installations, and food processing facilities. The weld seam, when properly heat-treated and passivated, becomes virtually indistinguishable from the base metal in terms of corrosion resistance and mechanical strength. This makes modern welded pipes a preferred choice for pressure vessels, heat exchangers, boiler tubes, exhaust systems, structural supports, and fluid transport lines.
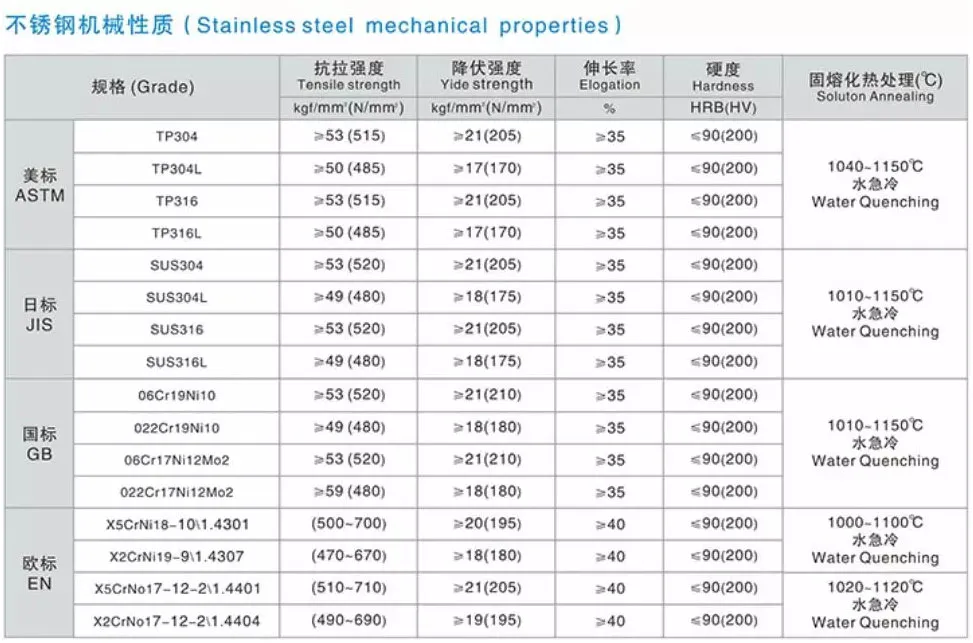
Key material grades and their applications:
304/304L Stainless Steel:The most versatile grade, offering good corrosion resistance in mildly acidic or oxidizing environments. Ideal for water supply lines, dairy equipment, brewery pipes, architectural trim, and automotive exhausts. The low-carbon version (304L) minimizes carbide precipitation during welding, making it suitable for thicker sections without post-weld annealing.
316/316L Stainless Steel:Contains 2-3% molybdenum, which dramatically improves resistance to chlorides and reducing acids. This grade is essential for marine environments, chemical tankers, offshore platforms, desalination plants, pulp and paper mills, and pharmaceutical manufacturing. 316L is preferred for welded structures where intergranular corrosion is a concern.
321 Stainless Steel:Stabilized with titanium, this grade resists intergranular corrosion after prolonged exposure to temperatures between 425°C and 815°C. Commonly used in aircraft exhaust stacks, expansion joints, and high-temperature chemical processing equipment.
310S Stainless Steel:With high chromium (24-26%) and nickel (19-22%), 310S excels in cyclic heating conditions up to 1035°C. It is the standard choice for radiant tubes, furnace parts, and heat treatment fixtures.
Duplex Grades (2205, 2507):Combining austenitic and ferritic structures, duplex welded pipes offer nearly double the yield strength of standard austenitic grades while maintaining excellent pitting resistance. They are widely used in oil and gas umbilicals, seawater cooling systems, and chemical tankers.
|
Stainless Welded Steel Pipe |
||||
|
welding stainless steel sus304 condenser pipes 2 inch boiler tube |
||||
|
Standard |
OD(mm) |
WT(mm) |
Length(meters) |
Grade |
|
ASTM A249, ASTM A269, EN 10217-7 |
15.88 to 114.3 |
0.3 to 4.0 |
Up to 18.3 meter |
1.4301, 1.4306, 1.4404, AISI 304/304l/316l, S31803/S32205, etc |
|
Standard |
Outside Diameter |
Thickness |
Length |
|
|
ASTM A249 (A1016) |
<25.4 |
±0.10 |
±10%S |
OD<50.8+3-0 |
|
|
≥25.4~<38.1 |
±0.15 |
|
|
|
|
≥38.1~<50.8 |
±0.20 |
|
|
|
|
≥50.8~<63.5 |
±0.25 |
|
|
|
|
≥63.5~<76.2 |
±0.31 |
|
|
|
ASTM A269 (A1016) |
<38.1 |
±0.13 |
OD<12.7±15% OD≥12.7±10% |
OD<38.1+3.2-0 |
|
|
≥38.1~<88.9 |
±0.25 |
|
|
|
|
≥88.9~<139.7 |
±0.38 |
|
|
Our Stainless Welded Steel Pipes are manufactured, tested, and certified to comply with a comprehensive range of international and regional standards. Adherence to these standards ensures that the pipes are safe, reliable, and interchangeable worldwide. Below is a detailed explanation of the most commonly referenced standards and how they apply to different service conditions.
ASTM A312 / A312M – Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel
This is the most widely adopted standard for stainless steel welded pipes in North America and many international projects. ASTM A312 covers grades 304, 304L, 316, 316L, 321, 347, 310S, and others. The standard specifies chemical composition, tensile properties, flattening test requirements, hydrostatic or nondestructive electric test, and dimensional tolerances. It applies to pipe sizes NPS 1/8 to NPS 48 (DN6 to DN1200) with wall thicknesses per ASME B36.19. Key acceptance criteria include: the flattening test requires the pipe to withstand flattening to one-third of its original OD without cracking; the hydrostatic test pressure must be maintained for at least 5 seconds without leakage. ASTM A312 pipes are intended for general corrosive service and high-temperature applications. When the pipe is fully solution-annealed after welding, it receives the same allowable stress values as seamless pipe in the ASME Boiler and Pressure Vessel Code.Pipes
ASTM A358 / A358M – Electric-Fusion-Welded Austenitic Chromium-Nickel Stainless Steel Pipe for High-Temperature Service
This standard is specifically for large-diameter (typically 12″ and above) welded pipes made from rolled plate or sheet, joined by electric fusion welding (e.g., submerged arc welding). ASTM A358 defines five classes based on heat treatment: Class 1 (as-welded), Class 2 (heat treated after welding), Class 3 (stress relieved), Class 4 (welded and fully solution annealed), and Class 5 (autogenous welding without filler metal). The standard requires radiographic examination of the weld seam (minimum 5% of length) and may include supplementary requirements such as full-length radiography or ultrasonic testing. ASTM A358 pipes are commonly used in high-temperature furnace tubes, header pipes, and large chemical reactors where diameters exceed the range of A312.
ASTM A778 – Welded Unannealed Austenitic Stainless Steel Tubular Products
This standard covers as-welded or lightly cold-worked stainless steel tubes and pipes that are NOT heat treated after welding. Because no solution annealing is performed, the weld zone retains its as-welded structure, which may have reduced corrosion resistance and slightly higher hardness. ASTM A778 products are intended for non-critical, low-corrosion, or non-pressure applications such as handrails, furniture, exhaust pipes, conveyor rollers, and architectural trim. The standard specifies chemical composition, flattening test, and a simple bend test, but does not require hydrostatic or NDE. It is the most economical option when full corrosion resistance is not required.
EN 10217-7 – Welded Steel Tubes for Pressure Purposes – Part 7: Stainless Steel Tubes
This European standard is the equivalent of ASTM A312 for the European market. It covers stainless steel welded tubes for pressure equipment, with delivery condition either heat-treated (solution annealed) or as-welded. EN 10217-7 references the Pressure Equipment Directive (PED) 2014/68/EU, and pipes supplied under this standard can bear the CE mark. Key test requirements include: tensile test per EN ISO 6892-1, flattening test (for OD ≤ 150 mm) or ring tensile test (for larger OD), hydrostatic test at 1.5× design pressure (or NDE as an alternative), and positive material identification (PMI) on each pipe. The standard also specifies detailed marking requirements, including the CE mark and the Notified Body number when applicable.
JIS G3459 – Stainless Steel Welded Pipes for Piping
The Japanese Industrial Standard for stainless steel welded pipes is widely used in Asia and is recognized for its stringent dimensional accuracy. JIS G3459 covers grades SUS304, SUS304L, SUS316, SUS316L, SUS321, and others. It applies to pipe sizes from 15A to 300A (approximately NPS 1/2 to 12). Special features include very tight OD and wall thickness tolerances (e.g., ±0.15 mm for OD ≤ 50.8 mm), mandatory flattening and flaring tests, and 100% eddy current or ultrasonic testing. Marking must include the JIS symbol and the grade designation. JIS G3459 pipes are commonly specified for chemical plants, power stations, and semiconductor manufacturing facilities in Japan and Southeast Asia.
GB/T 12771 – Welded Stainless Steel Pipes for Fluid Transport (Chinese National Standard)
This is the primary Chinese standard for welded stainless steel pipes for low- and medium-pressure fluid transport. It covers two classes: Class I (fully annealed, for corrosive service) and Class II (as-welded, for general service). Grades include 06Cr19Ni10 (304 equivalent), 022Cr19Ni10 (304L), 06Cr17Ni12Mo2 (316), and 022Cr17Ni12Mo2 (316L). The standard requires flattening test, hydrostatic or eddy current test, and optionally an intergranular corrosion test. GB/T 12771 pipes are extensively used in water supply, HVAC, fire fighting, and municipal engineering projects in China.
The manufacturing process of our Stainless Welded Steel Pipe is a carefully controlled sequence of operations designed to produce a consistent, defect-free product with precise dimensions and excellent corrosion resistance. The process begins with high-quality stainless steel coils and ends with thoroughly inspected, packaged pipes ready for shipment.
Step 1–Raw Material Inspection
Incoming stainless steel coils are verified by optical emission spectrometry to confirm chemical composition against the mill certificate. Coil thickness, width, and surface condition are also checked. Only material that passes these tests enters production.
Step 2–Slitting and Edge Preparation
The wide coil is slit into narrower strips, where the strip width equals π ×(OD–WT) of the finished pipe. The edges are then milled or deburred to create a clean, square surface for welding. For high-quality pipes, the edges are given a“V”or“U”profile to improve weld penetration.
Step 3–Cold Forming
The slit strip passes through a series of forming rolls in a tube mill. As it moves through each roll station, the flat strip is gradually bent into a U-shape, then an O-shape (open tube), leaving a small gap at the top. Computer-controlled roll stands ensure consistent alignment and minimal edge mismatch.
Step 4–Longitudinal Welding
The formed open tube passes under a welding station. For most stainless grades, we use TIG (GTAW) welding with argon shielding, which produces a clean, smooth bead. For thicker walls (≥3 mm), filler metal matching the base material is added. After welding, the internal weld bead is immediately flattened by a bead rolling tool to ensure a smooth interior surface. For sanitary pipes, the internal bead is completely removed via cold rolling, leaving a flush finish.
Step 5–Heat Treatment (Solution Annealing)
The welded pipe is passed through a controlled-atmosphere annealing furnace (hydrogen or dissociated ammonia) at 1040°C–1120°C (1900°F–2050°F) for austenitic grades. This relieves residual stresses, dissolves chromium carbides, and restores uniform corrosion resistance. The pipe is then rapidly water-quenched or air-cooled. Duplex grades are annealed at 1020°C–1100°C and must be cooled quickly to avoid harmful intermetallic phases.
Step 6 –Descaling and Pickling
Annealing produces a thin oxide scale. The pipe is descaled by pickling in a nitric-hydrofluoric acid bath, which removes scale and passivates the surface. After pickling, the pipe is thoroughly rinsed with demineralized water.
Step 7 –Sizing, Straightening, and Cutting
The pipe passes through sizing rolls to achieve final OD tolerance, then through a rotary straightener. A flying cut-off saw or cold saw cuts the continuous pipe to specified lengths. Ends are deburred; beveled ends are machined as required.
Step 8 –Nondestructive Testing
Every pipe undergoes 100% eddy current testing (ASTM E426) or hydrostatic testing. For critical orders, we add ultrasonic or radiographic testing. A flattening test is performed per heat.
Step 9 –Marking, Documentation, and Packing
Each pipe is marked with grade, size, heat number, and standard. A mill test certificate is issued. Finally, pipes are packed as described below and prepared for shipment.
Proper packaging of Stainless Welded Steel Pipes is essential to prevent mechanical damage, surface scratching, moisture ingress, and corrosion during transit and storage. Our packing methods are designed to protect the product from factory to job site, while also complying with international shipping regulations and customer-specific requirements.
End Protection
Every pipe receives plastic end caps (for diameters up to 4″) or plastic donut rings (for larger
diameters). These caps prevent damage to beveled ends, keep dirt and moisture
out of the pipe bore, and protect threads from deformation. For polished or
sanitary pipes, we add heat-shrink film over the ends for additional moisture
protection.
Surface
Protection
For pipes with polished or mirror finishes, we wrap each pipe individually with
acid-free interleaving paper or polyethylene spiral wrap. This prevents
metal-to-metal contact that could cause scratches. For export shipments to
humid environments, we use VCI (Volatile Corrosion Inhibitor) paper inside the
pipe bore and between layers. VCI releases molecules that passivate the
surface, preventing rust even in condensing conditions.
Bundling and
Banding
Small-diameter pipes (NPS 1/8″to 2″) are formed into hexagonal bundles (e.g., 19, 37,
or 61 pipes per bundle) for maximum stability. Medium diameters are bundled in
square or rectangular patterns with wooden or plastic separators between
layers. Large diameters (≥8″)
are strapped individually or in pairs. Bundles are secured with heavy-duty
steel strapping (19 mm or 32 mm width). To avoid galvanic corrosion, we place
cardboard or plastic strips under each strap.
Weatherproof
Wrapping
For sea freight or open storage, each bundle is wrapped in woven polypropylene
fabric (220 g/m²) followed by a layer of
LDPE (low-density polyethylene) film (0.15 mm thick). The film is heat-sealed
to create a waterproof envelope. Silica gel desiccant pouches (500 g each) are
placed inside the wrap at both ends. For tropical destinations, we recommend
vacuum packing using multi-layer barrier film, which eliminates oxygen and
moisture entirely.
Palletizing and
Crating
Bundles are placed on heat-treated wooden pallets (ISPM 15 certified) for
export. The maximum pallet weight is 2000 kg for less-than-container-load (LCL)
shipments. For premium orders or fragile polished pipes, we use seaworthy
wooden crates with internal foam padding and individual pipe saddles. Crates
are marked with lifting points, center of gravity, and stacking limits.
Labeling and
Documentation
Every bundle, pallet, or crate carries a waterproof label showing: customer PO
number, material grade, size, quantity, heat number, net weight, and handling
symbols (“KEEP DRY”,“FRAGILE”,“DO NOT ROLL”). A detailed packing list is
placed in a waterproof sleeve attached to the outside of the container or
crate, and a copy is emailed to the customer prior to shipment.
A: Welded pipe is formed from a flat strip and welded along the seam, while seamless pipe is extruded from a solid billet with no weld. Welded pipe offers tighter dimensional tolerances, smoother interior surfaces, more consistent wall thickness, and typically 20-30% lower cost. Seamless pipe eliminates any concern about weld integrity in ultra-high-pressure or cyclic applications. For the vast majority of industrial uses – water, chemicals, steam up to 800°C, heat exchangers, and structural supports – a quality solution-annealed welded pipe performs identically to seamless. We recommend welded pipe for pressures up to ANSI 1500 and diameters below 12″.
A: Yes, provided the pipe is fully solution-annealed after welding and the correct grade is selected. Austenitic grades maintain strength and oxidation resistance up to 800°C (1472°F). For higher temperatures (up to 1035°C), choose grade 310S or 321. However, as-welded pipes (ASTM A778) should NOT be used above 400°C because the weld zone may become sensitized and prone to intergranular corrosion. Always refer to ASME Section II allowable stress tables – welded A312 pipes receive the same stress values as seamless when fully radiographed.
A: Although stainless is “stainless,” it can develop surface rust if contaminated with free iron from carbon steel tools or workshop dust. To prevent this: (1) Use dedicated stainless steel tools. (2) After fabrication, passivate the pipe with a nitric or citric acid solution. (3) Avoid prolonged contact with chlorides (bleach, saltwater). (4) For marine environments, choose 316L. If rust spots appear, they can be removed with a passivation gel or fine abrasive pad.
A: We maintain inventory of common sizes (NPS 1/2″ to 8″, Schedule 10S/40S, grades 304 and 316L) in 6-meter random lengths. Stock items can be cut and shipped within 7-10 days for domestic orders, 12-15 days for export. Non-stock sizes, special grades (310S, 321, duplex), or custom lengths typically require 20-30 days. Expedited production (10-15 days) is available for a surcharge.
A: Yes. Every shipment includes an EN 10204 Type 3.1 certificate signed by our quality manager. The MTC lists heat number, chemical composition, tensile properties, flattening test result, hydrostatic test pressure, and all dimensional checks. For an additional fee, we can provide Type 3.2 certificates with third-party verification (SGS, BV, TÜV). All MTCs are stored electronically for 10 years.











 English
English Español
Español русский язык
русский язык Português
Português

















