





An elbow is a pipe fitting which is used as a connection point between two lengths of pipes to produce a change in the direction of flow in the pipe, usually at an angle of 90°, 45° or 180°. Elbows are also commonly referred as bends, and are available in a range of materials such as stainless steel, carbon steel, alloy steel, nickel alloys, duplex, and cupro nickel.
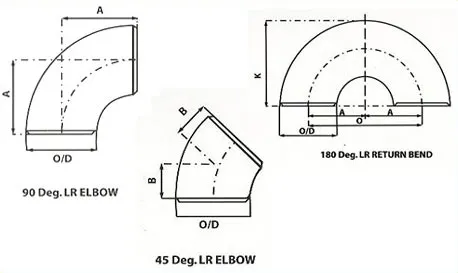
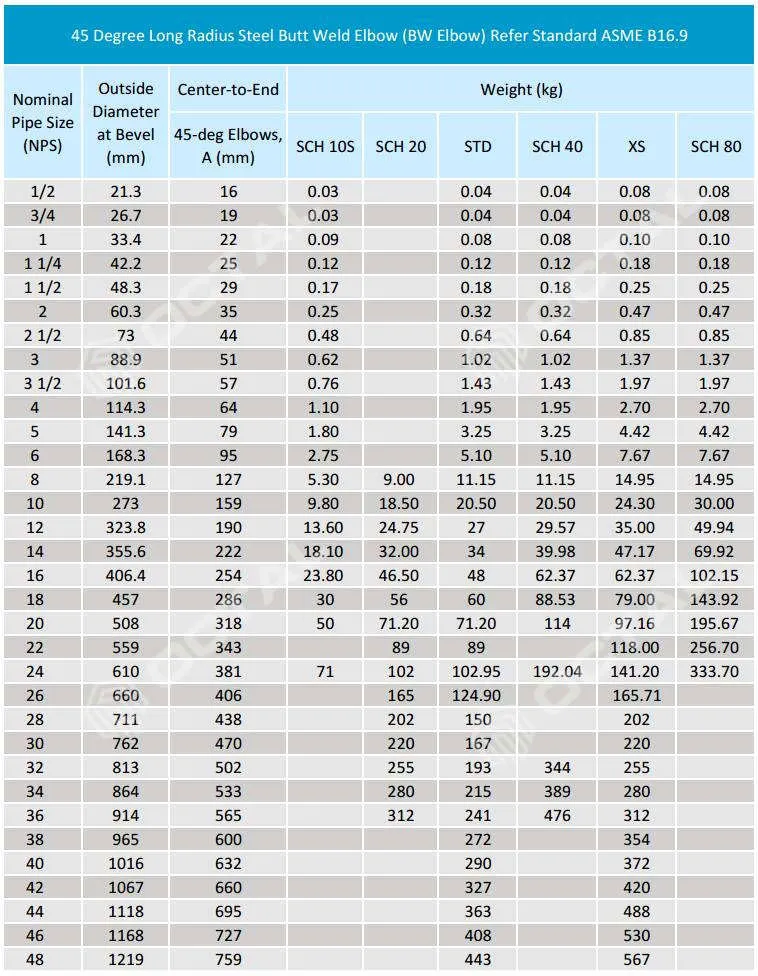
Also known as 90° bends, 90° elbows are manufactured as SR (Short Radius) elbows and LR (Long Radius) elbows. 45° elbows are typically made as LR (Long Radius) elbows.
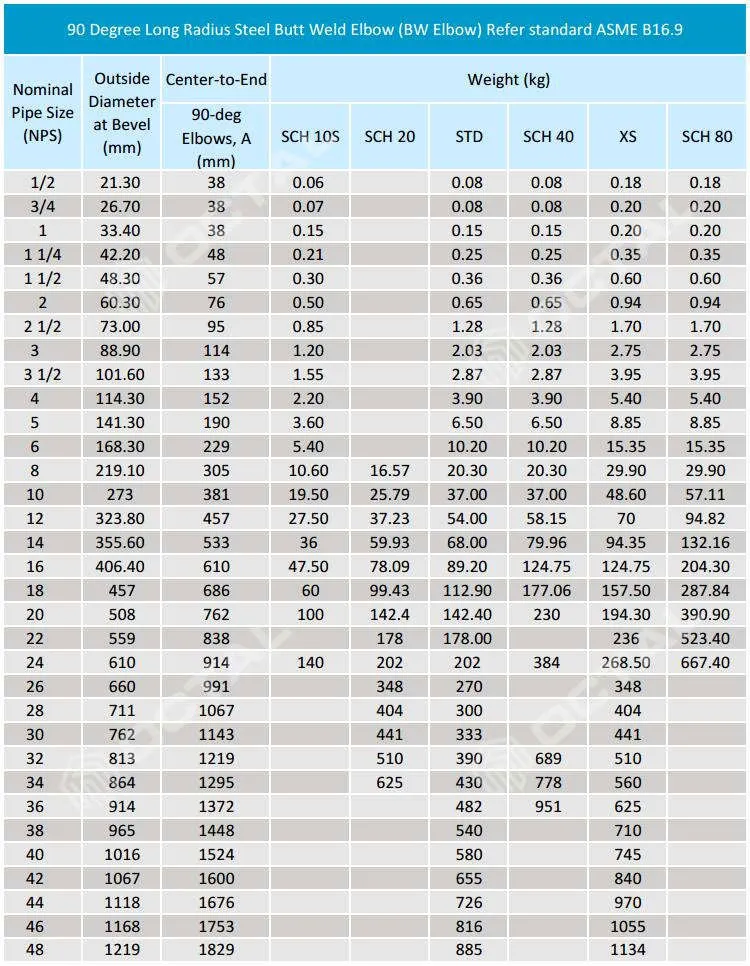
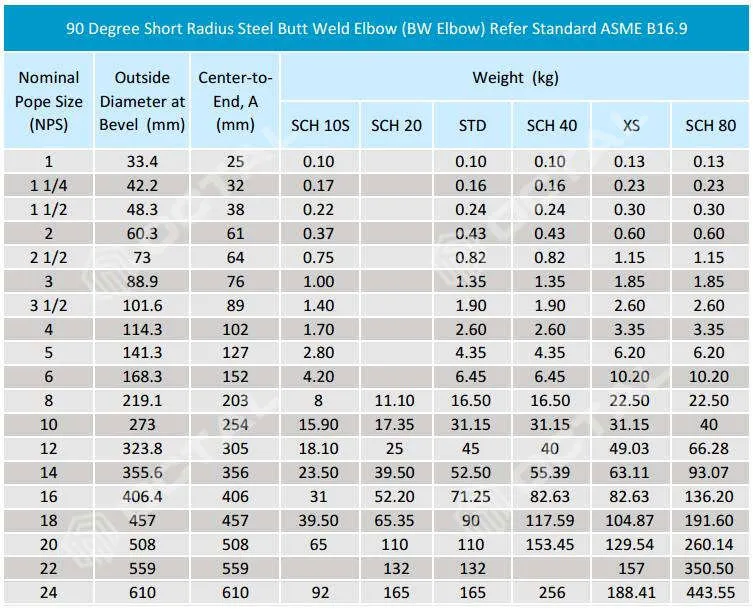
The long radius elbows have a center to end distance that is 1.5 times the NPS in inches (R=1.5D), while the short radius is equal to the NPS in inches (R=1.0D).=Short radius elbows are generally used in tight areas, and long radius elbows are used when space is available and flow is more critical. We can also manufacture and supply carbon steel elbows and stainless steel elbows in non-standard size angles such as 60°, 100°, 120° or 150°.
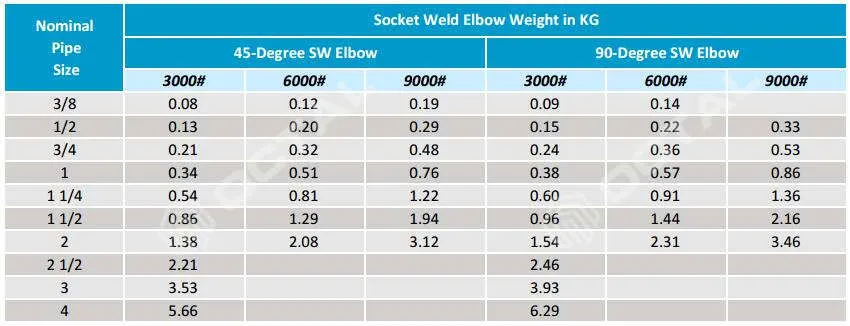
The ends may be machined for butt welding, threaded (usually female), or socketed, etc. When the two ends differ in size, the fitting is called a reducing elbow or reducer elbow.
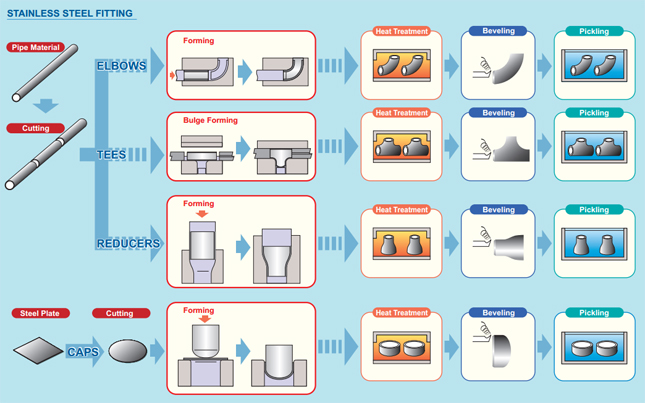
Seamless Elbow Manufacturing Process (Heat Bending & Cold Bending)
One of the most common methods for manufacturing elbows is using hot mandrel bending from straight steel pipes. After heating the steel pipe at a elevated temperature, the pipe is pushed, expanded, bend by the inner tools of mandrel step by step. Applying hot mandrel bending can manufacture a wide size range seamless elbow. The characteristics of mandrel bending are strongly depend on the integral shape and dimensions of the mandrel. The using advantages of hot bending elbows include smaller thickness deviation and stronger bending radius than other bending method type. Meanwhile, using bending instead of prefabricated bends substantially reduces the number of welds needed. This reduces the amount of work required and increases the quality and usability of pipes. However, cold bending is the process to bent the straight steel pipe at normal temperatures in a bending machine. Cold bending is suitable for pipes with an outer diameter of 17.0 to 219.1 mm, and wall thickness 2.0 to 28.0 mm. The recommended bending radius is 2.5 x Do. Normally at a bending radius of 40D. By using cold bending, we can get small radius elbows, but we need to pack the internals with sand to prevent wrinkling. Cold bending is a quick and inexpensive bending method. It is a competitive option for making pipelines and machine parts.
Welded Elbow Manufacturing Process (Small & Large)
Welded elbows are made from the steel plates, so it is not seamless steel elbows. Use a mould and press the steel plate to the shape of the elbow, then weld the seam to be a finish steel elbow. It is the old production method of the elbows. Recent years the small sizes elbows are almost manufactured from the steel pipes now. For the big size elbows, for example, it is very difficult to produce elbows over 36'' OD from the steel pipes . So it is commonly made from the steel plates, pressing the plate to the shape of half elbow, and welding the two halves together. Since the elbows are welded in its body , the inspection of the welding joint is necessary . Commonly we use the X-Ray inspection as the NDT.
ASTM A234
This specification covers wrought carbon steel & alloy steel fittings of seamless and welded construction. Unless seamless or welded construction is specified in order, either may be furnished at the option of the supplier. All welded construction fittings as per this standard are supplied with 100% radiography. Under ASTM A234, several grades are available depending upon chemical composition. Selection would depend upon pipe material connected to these fittings.
|
Tensile Requirements |
WPB |
WPC, WP11CL2 |
WP11CL1 |
WP11CL3 |
| Tensile Strength, min, ksi[MPa] | 60-85 | 70-95 | 60-85 | 75-100 |
| (0.2% offset or 0.5% extension-under-load) | [415-585] | [485-655] | [415-585] | [520-690] |
| Yield Strength, min, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
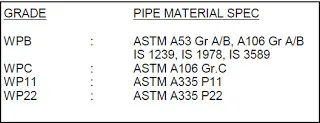
Some of the grades available under this specification and corresponding connected pipe material specification are listed below:
ASTM A403
This specification covers two general classes, WP & CR, of wrought austenitic stainless steel fittings of seamless and welded construction.
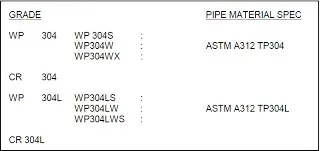
Class WP fittings are manufactured to the requirements of ASME B16.9 & ASME B16.28 and are subdivided into three subclasses as follows:
Class CR fittings are manufactured to the requirements of MSS-SP-43 and do not require non-destructive examination.
Under ASTM A403 several grades are available depending upon chemical composition. Selection would depend upon pipe material connected to these fittings. Some of the grades available under this specification and corresponding connected pipe material specification are listed below:
ASTM A420
This specification covers wrought carbon steel and alloy steel fittings of seamless & welded construction intended for use at low temperatures. It covers four grades WPL6, WPL9, WPL3 & WPL8 depending upon chemical composition. Fittings WPL6 are impact tested at temp – 50° C, WPL9 at -75° C, WPL3 at -100° C and WPL8 at -195° C temperature.
The allowable pressure ratings for fittings may be calculated as for straight seamless pipe in accordance with the rules established in the applicable section of ASME B31.3.
The pipe wall thickness and material type shall be that with which the fittings have been ordered to be used, their identity on the fittings is in lieu of pressure rating markings.
|
Steel No. |
Type |
Chemical composition |
||||||||||||
|
C |
Si |
S |
P |
Mn |
Cr |
Ni |
Mo |
Other |
ób |
ós |
δ5 |
HB |
||
| WPL6 | 0.3 | 0.15-0.3 | 0.04 | 0.035 | 0.6-1.35 | 0.3 | 0.4 | 0.12 | Cb:0.02;V:0.08 | 415-585 | 240 | 22 | ||
| WPL9 | 0.2 | 0.03 | 0.03 | 0.4-1.06 | 1.6-2.24 | 435-610 | 315 | 20 | ||||||
| WPL3 | 0.2 | 0.13-0.37 | 0.05 | 0.05 | 0.31-0.64 | 3.2-3.8 | 450-620 | 240 | 22 | |||||
| WPL8 | 0.13 | 0.13-0.37 | 0.03 | 0.03 | 0.9 | 8.4-9.6 | 690-865 | 515 | 16 | |||||
Light Oiling, Black Painting, Galvanizing, PE /3PE Anti-corrosion Coating
Packed in Wood Cabins/Wood Tray
Steel Pipe Elbow Packing Requirements
We focus on every procedure to assure quality, the package we usually take is pack the steel pipe elbows with environmental poly bags, and then in free fumigation wooden cases or wooden palte. We also accept customized package such as OEM by negotiation.
1. Material shall be packed ready for export in a manner which alows easy handing and prevents damage. Vendor shall submit their standard packing procedure to purchaser for approval.
2. Open ends of ftingsg and flanges shall be supplied with heawy duty plastic protectve plugs or caps. For belled ends, the caps shall protect the full area of the bevel.
3. Water proof barrier material shall be used for stainless steel materials to protect against chlorine attack by exposure to salt water atmosphere.
4. Carbon steel and stainless steel items are not alowed to be stored together and shall be packed separately.


ASTM A234
This specification covers wrought carbon steel & alloy steel fittings of seamless and welded construction. Unless seamless or welded construction is specified in order, either may be furnished at the option of the supplier. All welded construction fittings as per this standard are supplied with 100% radiography. Under ASTM A234, several grades are available depending upon chemical composition. Selection would depend upon pipe material connected to these fittings.
|
Tensile Requirements |
WPB |
WPC, WP11CL2 |
WP11CL1 |
WP11CL3 |
| Tensile Strength, min, ksi[MPa] | 60-85 | 70-95 | 60-85 | 75-100 |
| (0.2% offset or 0.5% extension-under-load) | [415-585] | [485-655] | [415-585] | [520-690] |
| Yield Strength, min, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
Some of the grades available under this specification and corresponding connected pipe material specification are listed below:
ASTM A403
This specification covers two general classes, WP & CR, of wrought austenitic stainless steel fittings of seamless and welded construction.
Class WP fittings are manufactured to the requirements of ASME B16.9 & ASME B16.28 and are subdivided into three subclasses as follows:
Class CR fittings are manufactured to the requirements of MSS-SP-43 and do not require non-destructive examination.
Under ASTM A403 several grades are available depending upon chemical composition. Selection would depend upon pipe material connected to these fittings. Some of the grades available under this specification and corresponding connected pipe material specification are listed below:
ASTM A420
This specification covers wrought carbon steel and alloy steel fittings of seamless & welded construction intended for use at low temperatures. It covers four grades WPL6, WPL9, WPL3 & WPL8 depending upon chemical composition. Fittings WPL6 are impact tested at temp – 50° C, WPL9 at -75° C, WPL3 at -100° C and WPL8 at -195° C temperature.
The allowable pressure ratings for fittings may be calculated as for straight seamless pipe in accordance with the rules established in the applicable section of ASME B31.3.
The pipe wall thickness and material type shall be that with which the fittings have been ordered to be used, their identity on the fittings is in lieu of pressure rating markings.
|
Steel No. |
Type |
Chemical composition |
||||||||||||
|
C |
Si |
S |
P |
Mn |
Cr |
Ni |
Mo |
Other |
ób |
ós |
δ5 |
HB |
||
| WPL6 | 0.3 | 0.15-0.3 | 0.04 | 0.035 | 0.6-1.35 | 0.3 | 0.4 | 0.12 | Cb:0.02;V:0.08 | 415-585 | 240 | 22 | ||
| WPL9 | 0.2 | 0.03 | 0.03 | 0.4-1.06 | 1.6-2.24 | 435-610 | 315 | 20 | ||||||
| WPL3 | 0.2 | 0.13-0.37 | 0.05 | 0.05 | 0.31-0.64 | 3.2-3.8 | 450-620 | 240 | 22 | |||||
| WPL8 | 0.13 | 0.13-0.37 | 0.03 | 0.03 | 0.9 | 8.4-9.6 | 690-865 | 515 | 16 | |||||
Light Oiling, Black Painting, Galvanizing, PE /3PE Anti-corrosion Coating
Packed in Wood Cabins/Wood Tray
Steel Pipe Elbow Packing Requirements
We focus on every procedure to assure quality, the package we usually take is pack the steel pipe elbows with environmental poly bags, and then in free fumigation wooden cases or wooden palte. We also accept customized package such as OEM by negotiation.
1. Material shall be packed ready for export in a manner which alows easy handing and prevents damage. Vendor shall submit their standard packing procedure to purchaser for approval.
2. Open ends of ftingsg and flanges shall be supplied with heawy duty plastic protectve plugs or caps. For belled ends, the caps shall protect the full area of the bevel.
3. Water proof barrier material shall be used for stainless steel materials to protect against chlorine attack by exposure to salt water atmosphere.
4. Carbon steel and stainless steel items are not alowed to be stored together and shall be packed separately.











 English
English Español
Español русский язык
русский язык Português
Português




















