





Um cotovelo é um encaixe de tubo que é usado como um ponto de conexão entre dois comprimentos de tubos para produzir uma mudança na direção do fluxo no tubo, geralmente em um ângulo de 90 °, 45 ° ou 180 °. Cotovelos também são comumente referidos como curvas e estão disponíveis em uma variedade de materiais, como aço inoxidável, aço carbono, ligas de aço, ligas de níquel, duplex e cupro níquel.
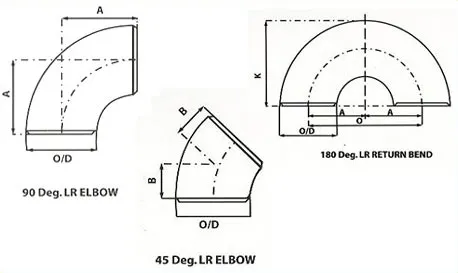
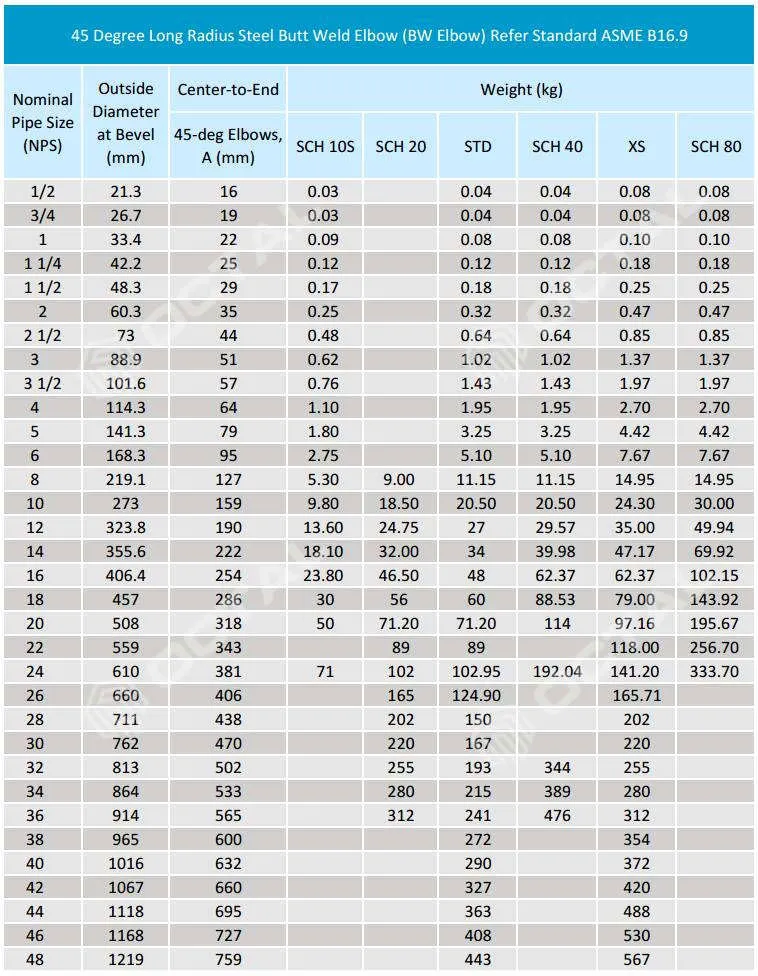
Também conhecidas como curvas de 90 °, os cotovelos de 90 ° são fabricados como cotovelos SR (Short Radius) e cotovelos LR (Long Radius). 45 ° cotovelos são normalmente feitos como LR (Long Radius) cotovelos.
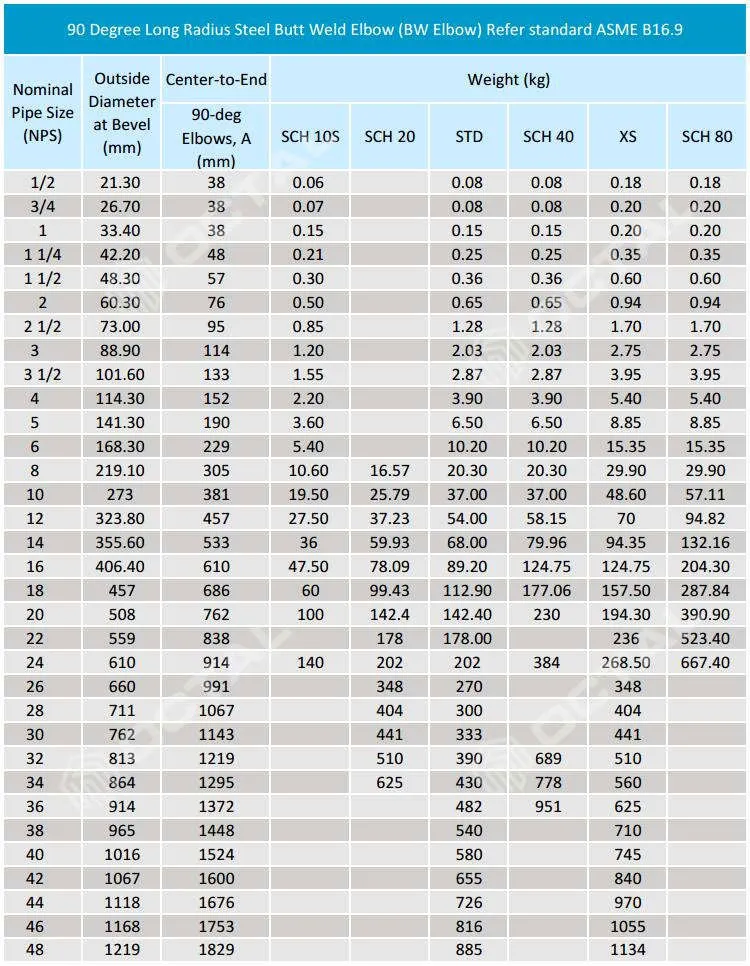
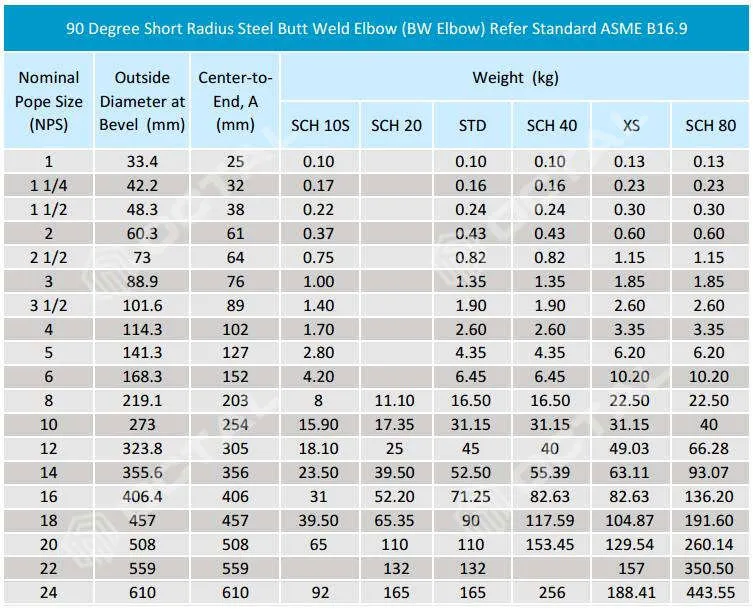
Os cotovelos de raio longo têm uma distância de centro a fim que é 1,5 vezes o NPS em polegadas (R = 1,5D), enquanto o raio curto é igual ao NPS em polegadas (R = 1,0D).= Cotovelos de raio curto são geralmente usados em áreas apertadas, e cotovelos de raio longo são usados quando o espaço está disponível e o fluxo é mais crítico. Também podemos fabricar e fornecer cotovelos de aço carbono e cotovelos de aço inoxidável em ângulos de tamanho não padronizados, como 60 °, 100 °, 120 ° ou 150 °.
As extremidades podem ser usinadas para soldagem de topo, roscadas (geralmente femininas) ou encaixadas, etc. Quando as duas extremidades diferem em tamanho, o encaixe é chamado de cotovelo redutor ou cotovelo redutor.
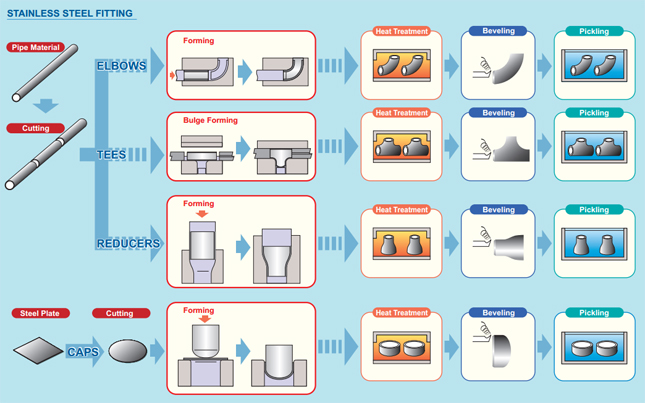
Processo De Fabricação De Cotovelo Sem Costura (Heat Bending & Cold Bending)
Um dos métodos mais comuns para fabricar cotovelos é usar a flexão de mandril quente de tubos de aço retos. Depois de aquecer o tubo de aço a uma temperatura elevada, o tubo é empurrado, expandido, dobrado pelas ferramentas internas do mandril passo a passo. Aplicar a dobra do mandril quente pode fabricar um cotovelo sem emenda largo da escala do tamanho. As características da flexão do mandril dependem fortemente da forma integral e das dimensões do mandril. As vantagens dos cotovelos de flexão a quente incluem menor desvio de espessura e raio de flexão mais forte do que outros métodos de flexão. Enquanto isso, usar dobra em vez de curvas pré-fabricadas reduz substancialmente o número de soldas necessárias. Isso reduz a quantidade de trabalho necessária e aumenta a qualidade e a usabilidade dos tubos. No entanto, a dobra a frio é o processo para dobrar o tubo de aço reto a temperaturas normais em uma dobradeira. A flexão a frio é adequada para tubos com diâmetro externo de 17,0 a 219,1mm e espessura de parede de 2,0 a 28,0mm. O raio de flexão recomendado é 2,5 x Do. Normalmente em um raio de curvatura de 40D. Usando flexão a frio, podemos obter pequenos cotovelos de raio, mas precisamos embalar os internos com areia para evitar rugas. A flexão a frio é um método rápido e barato. É uma opção competitiva para fazer tubulações e peças de máquinas.
Processo De Fabricação De Cotovelo Soldado (Pequeno & Grande)
Cotovelos soldados são feitos de chapas de aço, por isso não são cotovelos de aço sem costura. Use um molde e pressione a placa de aço na forma do cotovelo, depois solde a costura para ser um cotovelo de aço de acabamento. É o antigo método de produção dos cotovelos. Nos últimos anos os cotovelos pequenos tamanhos são quase fabricados a partir dos tubos de aço agora. Para os cotovelos de tamanho grande, por exemplo, é muito difícil produzir cotovelos acima de 36 ''OD dos tubos de aço. Por isso, é comumente feito a partir das placas de aço, pressionando a placa na forma de meio cotovelo e soldando as duas metades juntas. Como os cotovelos são soldados em seu corpo, a inspeção da junta de solda é necessária. Comumente usamos a inspeção de raios X como o NDT.
ASTMA234
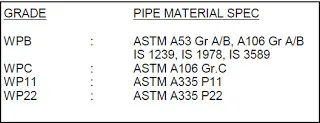
Esta especificação abrange aço carbono forjado e acessórios de aço de construção sem costura e soldada. A menos que a construção sem costura ou soldada seja especificada em ordem, qualquer uma delas pode ser fornecida por opção do fornecedor. Todos os encaixes soldados da construção conforme este padrão são fornecidos com a radiografia 100%. Sob ASTM A234, vários graus estão disponíveis dependendo da composição química. A seleção dependeria do material do tubo conectado a esses acessórios.
|
Exigências elástica |
WPB |
WPC, WP11CL2 |
WP11CL1 |
WP11CL3 |
| Resistência à tração, min, ksi[MPa] | 60 a 85 | 70 a 95 | 60 a 85 | 75 a 100 |
| (0,2% offset ou 0,5% extensão-sob-carga) | [415 585] | [485-655] | [415 585] | [520 a 690] |
| Rendimento Força, min, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
Alguns dos graus disponíveis sob esta especificação e a especificação correspondente do material do tubo conectado estão listados abaixo:
ASTA403 M
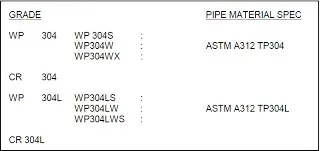
Esta especificação abrange duas classes gerais, WP & CR, de acessórios de aço inoxidável austenítico forjado de construção sem costura e soldada.
Os acessórios classe WP são fabricados de acordo com os requisitos da ASME B16.9 e ASME B16.28 e são subdivididos em três subclasses da seguinte forma:
Os acessórios de classe CR são fabricados de acordo com os requisitos do MSS-SP-43 e não requerem exame não destrutivo.
Sob ASTM A403 vários graus estão disponíveis dependendo da composição química. A seleção dependeria do material do tubo conectado a esses acessórios. Alguns dos graus disponíveis sob esta especificação e a especificação correspondente do material do tubo conectado estão listados abaixo:
ASTM A420
Esta especificação abrange aço carbono forjado e ligas de aço acessórios de construção sem costura e soldada destinados a uso em baixas temperaturas. Abrange quatro graus WPL6, WPL9, WPL3 & WPL8 dependendo da composição química. Os encaixes WPL6 são testados impacto em temp - 50 ° C, WPL9 em-75 ° C, WPL3 em-100 ° C e WPL8 em-195 ° C temperatura.
As classificações de pressão permitidas para conexões podem ser calculadas como para tubos retos sem costura de acordo com as regras estabelecidas na seção aplicável da ASME B31.3.
A espessura da parede do tubo e o tipo de material devem ser aqueles com os quais os acessórios foram encomendados para serem usados, sua identidade nos acessórios é em vez de marcações de classificação de pressão.
|
Aço não. |
Tipo |
Composição química |
||||||||||||
|
C |
Si |
S |
P |
Mn |
Cr |
Ni |
Mo |
Outros |
Ob |
Ós |
Δ5 |
HB |
||
| WPL6 | 0,3 | 0,15-0,3 | 0,04 | 0,035 | 0,6-1,35 | 0,3 | 0,4 | 0,12 | Cb: 0,02; V: 0,08 | 415 585 | 240 | 22 | ||
| WPL9 | 0,2 | 0,03 | 0,03 | 0,4-1,06 | 1,6-2,24 | 435 610 | 315 | 20 | ||||||
| WPL3 | 0,2 | 0,13-0,37 | 0,05 | 0,05 | 0,31-0,64 | 3,2 a 3,8 | 450 620 | 240 | 22 | |||||
| WPL8 | 0,13 | 0,13-0,37 | 0,03 | 0,03 | 0,9 | 8,4 a 9,6 | 690 865 | 515 | 16 | |||||
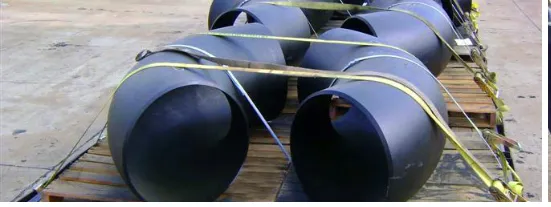
Luz lubrificação, pintura preta, galvanização, PE /3PE revestimento anti-corrosão
Embalado em madeira Cabines/Wood Tray
Steel Pipe Cotovelo Embalagem Requisitos
Nós centramo-nos sobre cada procedimento para assegurar a qualidade, o pacote que nós tomamos geralmente somos embalamos os cotovelos da tubulação de aço com sacos polis ambientais, e então em caixas de madeira da fumigação livre ou palte de madeira. Nós igualmente aceitamos o pacote personalizado tal como o OEM pela negociação.
1. Material deve ser embalado pronto para exportação de uma maneira que permite fácil entrega e evita danos. Vendedor deve apresentar o seu procedimento de embalagem padrão ao comprador para aprovação.
2. As extremidades abertas dos ftingsg e das flanges serão fornecidas com as tomadas ou os tampões plásticos heawy do protectve do dever. Para as extremidades dobradas, as tampas devem proteger toda a área do bisel.
3. O material da barreira da prova da água será usado para que os materiais de aço inoxidável protejam contra o ataque do cloro pela exposição à atmosfera da água salgada.
4. itens de aço carbono e aço inoxidável não são permitidos para serem armazenados juntos e devem ser embalados separadamente.


ASTMA234
Esta especificação abrange aço carbono forjado e acessórios de aço de construção sem costura e soldada. A menos que a construção sem costura ou soldada seja especificada em ordem, qualquer uma delas pode ser fornecida por opção do fornecedor. Todos os encaixes soldados da construção conforme este padrão são fornecidos com a radiografia 100%. Sob ASTM A234, vários graus estão disponíveis dependendo da composição química. A seleção dependeria do material do tubo conectado a esses acessórios.
|
Exigências elástica |
WPB |
WPC, WP11CL2 |
WP11CL1 |
WP11CL3 |
| Resistência à tração, min, ksi[MPa] | 60 a 85 | 70 a 95 | 60 a 85 | 75 a 100 |
| (0,2% offset ou 0,5% extensão-sob-carga) | [415 585] | [485-655] | [415 585] | [520 a 690] |
| Rendimento Força, min, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
Alguns dos graus disponíveis sob esta especificação e a especificação correspondente do material do tubo conectado estão listados abaixo:
ASTA403 M
Esta especificação abrange duas classes gerais, WP & CR, de acessórios de aço inoxidável austenítico forjado de construção sem costura e soldada.
Os acessórios classe WP são fabricados de acordo com os requisitos da ASME B16.9 e ASME B16.28 e são subdivididos em três subclasses da seguinte forma:
Os acessórios de classe CR são fabricados de acordo com os requisitos do MSS-SP-43 e não requerem exame não destrutivo.
Sob ASTM A403 vários graus estão disponíveis dependendo da composição química. A seleção dependeria do material do tubo conectado a esses acessórios. Alguns dos graus disponíveis sob esta especificação e a especificação correspondente do material do tubo conectado estão listados abaixo:
ASTM A420
Esta especificação abrange aço carbono forjado e ligas de aço acessórios de construção sem costura e soldada destinados a uso em baixas temperaturas. Abrange quatro graus WPL6, WPL9, WPL3 & WPL8 dependendo da composição química. Os encaixes WPL6 são testados impacto em temp - 50 ° C, WPL9 em-75 ° C, WPL3 em-100 ° C e WPL8 em-195 ° C temperatura.
As classificações de pressão permitidas para conexões podem ser calculadas como para tubos retos sem costura de acordo com as regras estabelecidas na seção aplicável da ASME B31.3.
A espessura da parede do tubo e o tipo de material devem ser aqueles com os quais os acessórios foram encomendados para serem usados, sua identidade nos acessórios é em vez de marcações de classificação de pressão.
|
Aço não. |
Tipo |
Composição química |
||||||||||||
|
C |
Si |
S |
P |
Mn |
Cr |
Ni |
Mo |
Outros |
Ob |
Ós |
Δ5 |
HB |
||
| WPL6 | 0,3 | 0,15-0,3 | 0,04 | 0,035 | 0,6-1,35 | 0,3 | 0,4 | 0,12 | Cb: 0,02; V: 0,08 | 415 585 | 240 | 22 | ||
| WPL9 | 0,2 | 0,03 | 0,03 | 0,4-1,06 | 1,6-2,24 | 435 610 | 315 | 20 | ||||||
| WPL3 | 0,2 | 0,13-0,37 | 0,05 | 0,05 | 0,31-0,64 | 3,2 a 3,8 | 450 620 | 240 | 22 | |||||
| WPL8 | 0,13 | 0,13-0,37 | 0,03 | 0,03 | 0,9 | 8,4 a 9,6 | 690 865 | 515 | 16 | |||||
Luz lubrificação, pintura preta, galvanização, PE /3PE revestimento anti-corrosão
Embalado em madeira Cabines/Wood Tray
Steel Pipe Cotovelo Embalagem Requisitos
Nós centramo-nos sobre cada procedimento para assegurar a qualidade, o pacote que nós tomamos geralmente somos embalamos os cotovelos da tubulação de aço com sacos polis ambientais, e então em caixas de madeira da fumigação livre ou palte de madeira. Nós igualmente aceitamos o pacote personalizado tal como o OEM pela negociação.
1. Material deve ser embalado pronto para exportação de uma maneira que permite fácil entrega e evita danos. Vendedor deve apresentar o seu procedimento de embalagem padrão ao comprador para aprovação.
2. As extremidades abertas dos ftingsg e das flanges serão fornecidas com as tomadas ou os tampões plásticos heawy do protectve do dever. Para as extremidades dobradas, as tampas devem proteger toda a área do bisel.
3. O material da barreira da prova da água será usado para que os materiais de aço inoxidável protejam contra o ataque do cloro pela exposição à atmosfera da água salgada.
4. itens de aço carbono e aço inoxidável não são permitidos para serem armazenados juntos e devem ser embalados separadamente.











 English
English Español
Español русский язык
русский язык Português
Português




















