






Tubulação 1. Bend:
A dobra do tubo é o termo genérico para os processos de formação do metal usados para formar permanentemente tubos ou tubos. Deve-se diferenciar entre os procedimentos de flexão de forma ligada e livre, bem como entre os procedimentos de conformação a frio e calor suportados.
2. Processos:
A flexão do tubo como um processo começa com o carregamento de um tubo em um tubo ou tubo bender e apertando-o no lugar entre duas matrizes, o bloco de fixação e a matriz de formação. O tubo também é mantido frouxamente por duas outras matrizes, a matriz do limpador e a matriz de pressão.
O processo de flexão do tubo envolve o uso de força mecânica para empurrar o tubo ou a tubulação do material contra uma matriz, forçando o tubo ou o tubo a se adequar à forma da matriz. Muitas vezes, a tubulação de estoque é mantida firmemente no lugar enquanto a extremidade é girada e enrolada em torno da matriz. Outras formas de processamento incluem empurrar o material através de rolos que o dobram em uma curva simples.[2] Para alguns processos de flexão do tubo, um mandril é colocado dentro do tubo para evitar o colapso. O tubo é mantido em tensão por uma matriz do limpador para evitar vincos durante o estresse. Uma matriz de limpador geralmente é feita de uma liga mais macia, como alumínio ou latão, para evitar arranhões ou danos ao material que está sendo dobrado.
3. Pressione a dobra:
Prensa dobra é provavelmente o primeiro processo de dobra usado em tubos frios. Neste processo, uma matriz na forma da curva é pressionada contra o tubo, forçando o tubo a se ajustar à forma da curva. Como o tubo não é suportado internamente, há alguma deformação da forma do tubo, resultando em uma seção transversal oval. Este processo é usado onde uma seção transversal consistente do tubo não é necessária. Embora uma única matriz possa produzir várias formas, ela funciona apenas para um tubo e raio de tamanho.
4. Rotary desenhar dobra:
Ferramentas completas para dobra rotativa
Rotary draw bending (RDB) é uma tecnologia precisa, uma vez que se dobra usando ferramentas ou "matrizes" que têm um raio de linha central constante (CLR), alternativamente indicado como raio de flexão médio (Rm).
5. dobra do rolo:
Durante o processo de flexão do rolo, o tubo, a extrusão ou o sólido passam por uma série de rolos (geralmente três) que aplicam pressão ao tubo, alterando gradualmente o raio de curvatura no tubo. Os dobradores do rolo do estilo da pirâmide têm um rolo movente, geralmente o rolo superior. Dobradores de rolo tipo pinça dupla têm dois rolos ajustáveis, geralmente os rolos inferiores e um rolo superior fixo. Este método de flexão causa muito pouca deformação na seção transversal do tubo. Este processo é adequado para produzir bobinas de tubos, bem como longas curvas suaves como as usadas em sistemas de treliça.
Flexão 6. Induction:
Uma bobina de indução é colocada ao redor de uma pequena seção do tubo no ponto de curvatura. É então por indução aquecida entre 800 e 2.200 graus Fahrenheit (430 e 1.200 C). Enquanto o tubo está quente, a pressão é colocada no tubo para dobrá-lo. O tubo pode então ser extinto com spray de ar ou água ou ser resfriado contra o ar ambiente.
A dobra por indução é usada para produzir curvas para uma ampla gama de aplicações, como linhas de tubos (com paredes finas) para os segmentos a montante e a jusante e on e off shore da indústria petroquímica, peças estruturais de grande raio para a indústria da construção civil, paredes grossas, Curvaturas de raio curto para a indústria geradora de energia e aquecimento urbano.
7. As vantagens grandes da dobra da indução são:
Sem necessidade de mandris
Os raios e os ângulos da curvatura (1 °-180 °) podem livremente ser selecionados
Raios curvados e ângulos altamente precisos
Carretéis precisos podem ser facilmente produzidos
Economias significativas podem ser obtidas em soldas do campo
A vasta gama de tamanhos da tubulação pode ser acomodada em uma máquina (1 "OD através 80" OD)
Excelentes valores parede desbaste e ovalidade
Para o produto forjado (WP) Dimensão é coberta em
ASME B16.9-que é padrão para acessórios de soldagem de ponta forjado fabricados na fábrica para tamanho NPS 1/₂ a NPS 48 ”e
E B16.28-que é padrão para cotovelos de raio curto de soldagem de aço forjado e retorna para tamanho NPS 1/₂ a NPS 24”
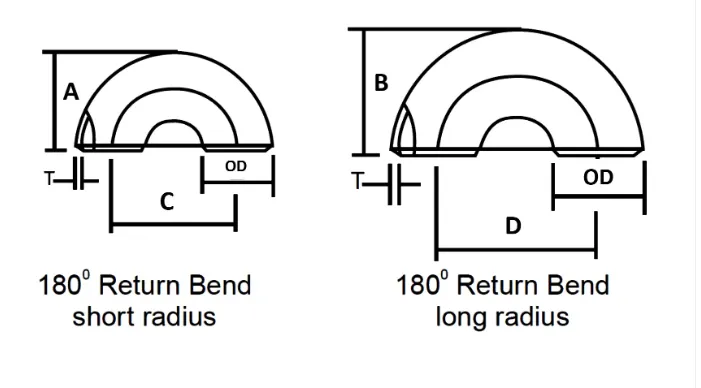
| TAMANHO DE TUBO NOMINAL | DIÂMETRO EXTERIOR | VOLTAR À CARA | CENTRO A CENTRO | ||
| Polegada. | DO | A | B | C | D |
| 1/2 | 21.3 | 48 | - | 76 | - |
| 3/4 | 26,7 | 43 | - | 57 | - |
| 1 | 33,4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42,2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48,3 | 83 | 62 | 114 | 76 |
| 2 | 60,3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88,9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101,6 | 184 | 140 | 267 | 178 |
| 4 | 114,3 | 210 | 159 | 305 | 203 |
| 5 | 141,3 | 262 | 197 | 381 | 254 |
| 6 | 168,3 | 313 | 237 | 457 | 305 |
| 8 | 219,1 | 414 | 313 | 610 | 406 |
| 10 | 273,1 | 518 | 391 | 762 | 508 |
| 12 | 323,9 | 619 | 467 | 914 | 610 |
| 14 | 355,6 | 711 | 533 | 1067 | 711 |
| 16 | 406,4 | 813 | 610 | 1219 | 813 |
| 18 | 457,2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
Encaixes de tubulação Dimensões Tolerância ASME B16.9
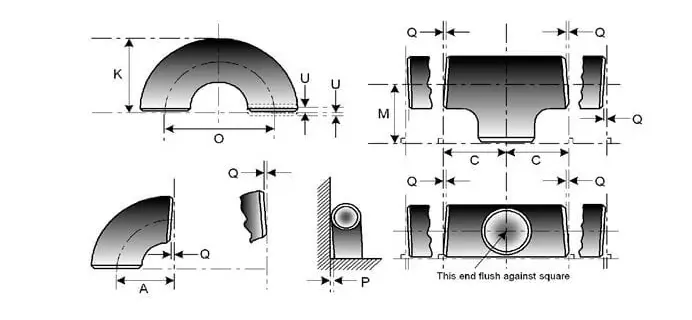
| TAMANHO DE TUBO NOMINAL | TODOS OS ENCAIXOS | TODOS OS ENCAIXOS | TODOS OS ENCAIXOS | COTOVELHOS E TEES | CURTAS DE DEVOLUÇÃO A 180 ° | CURTAS DE DEVOLUÇÃO A 180 ° | CURTAS DE DEVOLUÇÃO A 180 ° | REDUTORES | CAPS |
| NPS | O.D. em bisel (1), (2) |
Identificação no fim (1), (3), (4) |
Espessura De Parede (3) | Centro-à-extremidade Dimensão A,B,C,M | Centro a Centro O | Back-to-Face K | Alinhamento de Fins U | Comprimento total H | Comprimento total E |
| ½ A 2 ½ |
0,06 -0,03 |
0,03 | Não menos de 87,5% da espessura nominal | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 3 a 3 ½ | 0,06 | 0,06 | Não menos de 87,5% da espessura nominal | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 4 | 0,06 | 0,06 | Não menos de 87,5% da espessura nominal | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 5 a 8 |
0,09 -0,06 |
0,06 | Não menos de 87,5% da espessura nominal | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,25 |
| 10 a 18 |
0,16 -0,12 |
0,12 | Não menos de 87,5% da espessura nominal | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 20 a 24 |
0,25 -0,19 |
0,19 | Não menos de 87,5% da espessura nominal | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 26 ao 30 |
0,25 -0,19 |
0,19 | Não menos de 87,5% da espessura nominal | 0,12 | … | … | … | 0,19 | 0,38 |
| 32 ao 48 |
0,25 -0,19 |
0,19 | Não menos de 87,5% da espessura nominal | 0,19 | … | … | … | 0,19 | 0,38 |
Liga níquel
ASTM / ASME SB 336 UNS 2200 (NÍQUEL 200 ), UNS 2201 (NÍQUEL 201 ), UNS 4400 (MONEL 400 ), UNS 8020 (LIGA 20 / 20 CB 3, UNS 8825 INCONEL (825), UNS 6600 (INCONEL 601 600 ), (INCONEL 625), UNS 10276 ( HASTELLOY C 276)
Aço inoxidável
ASTM / ASME SA 403 GR WP “S” / “W” / ”WX” 304 , 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 321, 321H, 347, 347 H.
Aço Duplex
ASTM / ASME SA 815 UNS N OS 31803, S 32205, S 32550, S 32750, S 32760.
Aço carbono
ASTM / ASME UM 234 WPB, WPC ASTM / ASME UM 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70.
Aço liga
ASTM / ASME A 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91.
| Composição química Conteúdo | Propriedades mecânicas | ||||||||||
| Material NÃO | C | Mn | Si | S | P | Cr | Mo | Ni | Resistência à tração | Rendimento força | Alongamento |
| A234 WPB | ≤ 0,3 | 0,29-1,06 | ≥ 0,1 | ≤ 0,058 | ≤ 0,05 | - | - | - | 415 585 | ≥ 240 | ≥ 30 |
| A234 WP5 | ≤ 0,15 | ≤ 0,6 | ≤ 0,5 | ≤ 0,04 | ≤ 0,03 | 4 a 6 | 0,44-0,65 | - | 415 585 | ≥ 205 | ≥ 20 |
| A403 WP304 | ≤ 0,08 | ≤ 2 | ≤ 1 | ≤ 0,040 | ≤ 0,030 | 18 a 20 | - | 8 a 11 | ≥ 515 | ≥ 205 | ≥ 30 |
| A403 WP316L | ≤ 0,03 | ≤ 2 | ≤ 1 | ≤ 0,045 | ≤ 0,03 | 16 a 18 | 2-3 | 10 a 15 | ≥ 485 | ≥ 170 | ≥ 30 |
| WPHY60 | ≤ 0,20 | 1 1,45 | 0,15 a 0,4 | ≤ 0,015 | ≤ 0,030 | - | - | - | ≥ 515 | ≥ 415 | - |
Luvagem clara, pintura preta, revestimento anticorrosivo de PE /3PE
Indução quente dobrar pranchas requisitos
Nós centramo-nos sobre cada procedimento para assegurar a qualidade, o pacote que nós tomamos geralmente somos prancha os cotovelos da tubulação de aço com sacos polis ambientais, e então nos casos de madeira da fumigação livre ou na placa de madeira. nós igualmente aceitamos o pacote personalizado tal como o OEM pela negociação.
O material deve ser embalado pronto para exportação de uma maneira que permita fácil manuseio e evite danos, o fornecedor deve apresentar seu procedimento de embalagem padrão ao comprador para aprovação.Itens de aço carbono e aço inoxidável não podem ser armazenados juntos e devem ser embalados separadamente.

Para o produto forjado (WP) Dimensão é coberta em
ASME B16.9-que é padrão para acessórios de soldagem de ponta forjado fabricados na fábrica para tamanho NPS 1/₂ a NPS 48 ”e
E B16.28-que é padrão para cotovelos de raio curto de soldagem de aço forjado e retorna para tamanho NPS 1/₂ a NPS 24”
| TAMANHO DE TUBO NOMINAL | DIÂMETRO EXTERIOR | VOLTAR À CARA | CENTRO A CENTRO | ||
| Polegada. | DO | A | B | C | D |
| 1/2 | 21.3 | 48 | - | 76 | - |
| 3/4 | 26,7 | 43 | - | 57 | - |
| 1 | 33,4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42,2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48,3 | 83 | 62 | 114 | 76 |
| 2 | 60,3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88,9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101,6 | 184 | 140 | 267 | 178 |
| 4 | 114,3 | 210 | 159 | 305 | 203 |
| 5 | 141,3 | 262 | 197 | 381 | 254 |
| 6 | 168,3 | 313 | 237 | 457 | 305 |
| 8 | 219,1 | 414 | 313 | 610 | 406 |
| 10 | 273,1 | 518 | 391 | 762 | 508 |
| 12 | 323,9 | 619 | 467 | 914 | 610 |
| 14 | 355,6 | 711 | 533 | 1067 | 711 |
| 16 | 406,4 | 813 | 610 | 1219 | 813 |
| 18 | 457,2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
Encaixes de tubulação Dimensões Tolerância ASME B16.9
| TAMANHO DE TUBO NOMINAL | TODOS OS ENCAIXOS | TODOS OS ENCAIXOS | TODOS OS ENCAIXOS | COTOVELHOS E TEES | CURTAS DE DEVOLUÇÃO A 180 ° | CURTAS DE DEVOLUÇÃO A 180 ° | CURTAS DE DEVOLUÇÃO A 180 ° | REDUTORES | CAPS |
| NPS | O.D. em bisel (1), (2) |
Identificação no fim (1), (3), (4) |
Espessura De Parede (3) | Centro-à-extremidade Dimensão A,B,C,M | Centro a Centro O | Back-to-Face K | Alinhamento de Fins U | Comprimento total H | Comprimento total E |
| ½ A 2 ½ |
0,06 -0,03 |
0,03 | Não menos de 87,5% da espessura nominal | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 3 a 3 ½ | 0,06 | 0,06 | Não menos de 87,5% da espessura nominal | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 4 | 0,06 | 0,06 | Não menos de 87,5% da espessura nominal | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 5 a 8 |
0,09 -0,06 |
0,06 | Não menos de 87,5% da espessura nominal | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,25 |
| 10 a 18 |
0,16 -0,12 |
0,12 | Não menos de 87,5% da espessura nominal | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 20 a 24 |
0,25 -0,19 |
0,19 | Não menos de 87,5% da espessura nominal | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 26 ao 30 |
0,25 -0,19 |
0,19 | Não menos de 87,5% da espessura nominal | 0,12 | … | … | … | 0,19 | 0,38 |
| 32 ao 48 |
0,25 -0,19 |
0,19 | Não menos de 87,5% da espessura nominal | 0,19 | … | … | … | 0,19 | 0,38 |
Liga níquel
ASTM / ASME SB 336 UNS 2200 (NÍQUEL 200 ), UNS 2201 (NÍQUEL 201 ), UNS 4400 (MONEL 400 ), UNS 8020 (LIGA 20 / 20 CB 3, UNS 8825 INCONEL (825), UNS 6600 (INCONEL 601 600 ), (INCONEL 625), UNS 10276 ( HASTELLOY C 276)
Aço inoxidável
ASTM / ASME SA 403 GR WP “S” / “W” / ”WX” 304 , 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 321, 321H, 347, 347 H.
Aço Duplex
ASTM / ASME SA 815 UNS N OS 31803, S 32205, S 32550, S 32750, S 32760.
Aço carbono
ASTM / ASME UM 234 WPB, WPC ASTM / ASME UM 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70.
Aço liga
ASTM / ASME A 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91.
| Composição química Conteúdo | Propriedades mecânicas | ||||||||||
| Material NÃO | C | Mn | Si | S | P | Cr | Mo | Ni | Resistência à tração | Rendimento força | Alongamento |
| A234 WPB | ≤ 0,3 | 0,29-1,06 | ≥ 0,1 | ≤ 0,058 | ≤ 0,05 | - | - | - | 415 585 | ≥ 240 | ≥ 30 |
| A234 WP5 | ≤ 0,15 | ≤ 0,6 | ≤ 0,5 | ≤ 0,04 | ≤ 0,03 | 4 a 6 | 0,44-0,65 | - | 415 585 | ≥ 205 | ≥ 20 |
| A403 WP304 | ≤ 0,08 | ≤ 2 | ≤ 1 | ≤ 0,040 | ≤ 0,030 | 18 a 20 | - | 8 a 11 | ≥ 515 | ≥ 205 | ≥ 30 |
| A403 WP316L | ≤ 0,03 | ≤ 2 | ≤ 1 | ≤ 0,045 | ≤ 0,03 | 16 a 18 | 2-3 | 10 a 15 | ≥ 485 | ≥ 170 | ≥ 30 |
| WPHY60 | ≤ 0,20 | 1 1,45 | 0,15 a 0,4 | ≤ 0,015 | ≤ 0,030 | - | - | - | ≥ 515 | ≥ 415 | - |
Luvagem clara, pintura preta, revestimento anticorrosivo de PE /3PE
Indução quente dobrar pranchas requisitos
Nós centramo-nos sobre cada procedimento para assegurar a qualidade, o pacote que nós tomamos geralmente somos prancha os cotovelos da tubulação de aço com sacos polis ambientais, e então nos casos de madeira da fumigação livre ou na placa de madeira. nós igualmente aceitamos o pacote personalizado tal como o OEM pela negociação.
O material deve ser embalado pronto para exportação de uma maneira que permita fácil manuseio e evite danos, o fornecedor deve apresentar seu procedimento de embalagem padrão ao comprador para aprovação.Itens de aço carbono e aço inoxidável não podem ser armazenados juntos e devem ser embalados separadamente.











 English
English Español
Español русский язык
русский язык Português
Português




















