






1. Сконите трубку:
Гибка труб является зонтичным термином для процессов формования металлов, используемых для постоянного формирования труб или труб. Одно должно различить между форм-связанными и свободными форм-гнуть процедурами, так же, как между поддерживаемой жарой и процедурами формирования в холодном состоянии.
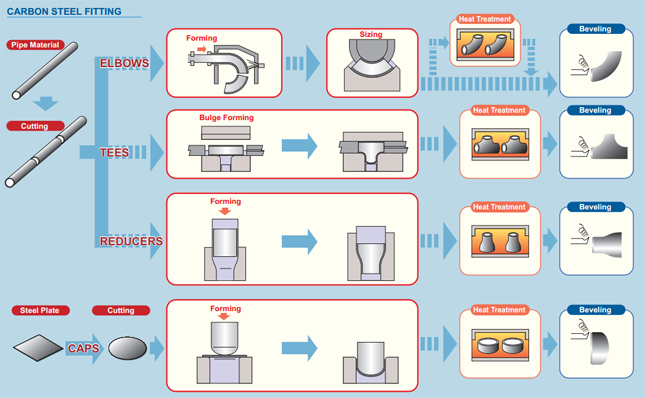
2. Процессы:
Гибка труб как процесс начинается с загрузки трубки в трубогиб или трубогиб и зажима его на месте между двумя штампы, зажимного блока и формовочной матрицы. Трубка также свободно удерживается двумя другими матринками, матриной стеклоочистителя и матриной давления.
Процесс гибки труб включает в себя использование механической силы для проталкивания стока материала трубы или трубки против матрицы, заставляя трубу или трубку соответствовать форме матрицы. Часто, трубопровод запаса держат твердо на месте пока конец повернут и свернут вокруг плашки. Другие формы обработки, включая проталкивание приклада через ролики, которые изгибают его в простую кривую.[2] Для обработки некоторых труб на изгиб внутри трубки помещается оправка для предотвращения разрушения. Трубка удерживается в напряжении с помощью матрицы стеклоочистителя, чтобы предотвратить складывание во время стресса. Штамп стеклоочистителя обычно изготовлен из более мягкого сплава, такого как алюминий или латунь, чтобы избежать царапин или повреждения гнутого материала.
3. Пресс изгиб:
Гибка пресса, вероятно, является первым процессом гибки, используемым на холодных трубах и трубах. В этом процессе матрица в форме изгиба прижимается к трубе, заставляя трубу соответствовать форме изгиба. Поскольку труба не поддерживается внутри, происходит некоторая деформация формы трубы, что приводит к овальным поперечным сечением. Этот процесс используется там, где не требуется последовательное поперечное сечение трубы. Хотя один штамп может производить различные формы, он работает только для одного размера трубки и радиуса.
4. Роторный гнуть тяни:
Полный тоолинг для роторный гнуть тяги
Роторный изгиб (RDB)-это точная технология, поскольку он изгибается с помощью инструментов или «штампов», которые имеют постоянный радиус центральной линии (CLR), альтернативно указанный как средний радиус изгиба (Rm).
5. Гнуть крена:
Во время процесса гибки рулона труба, экструзия или твердое тело пропускаются через серию роликов (обычно три), которые оказывают давление на трубу, постепенно изменяя радиус изгиба в трубе. Сгибатели крена стиля пирамиды имеют один двигая крен, обычно верхний крен. Двойной щепотку типа ролл трубочки имеют два регулируемых рулонов, как правило, нижние рулоны, и фиксированный верхний рулон. Этот метод изгиба вызывает очень небольшую деформацию в поперечном сечении трубы. Этот процесс одет к произведению катушек трубы так же, как длинных нежных загибов как те используемые в системах ферменной конструкции.
6. Индукционный изгиб:
Индукционная катушка размещается вокруг небольшого участка трубы в точке изгиба. Затем индукционный нагревается до 800-2200 градусов по Фаренгейту (430-1200 градусов Цельсия). Пока труба горячая, на трубу оказывается давление, чтобы согнуть ее. Затем труба может быть погашена с помощью распыления воздуха или воды или охлаждена против окружающего воздуха.
Индукционная гибка используется для производства изгибов для широкого спектра применений, таких как (тонкостенные) трубопроводные линии как для восходящего, так и для нижнего течения, а также для береговых сегментов нефтехимической промышленности, конструктивных деталей большого радиуса для строительной промышленности, толстостенные, Короткие радиусы изгибов для энергетики промышленности и систем городского отопления.
7. Большие преимущества индукционного изгиба:
Нет необходимости в оправках
Радиусы изгиба и углы (1 °-180 °) можно свободно выбирать
Высокоточные радиусы и углы изгиба
Можно легко изготовить точные катушки для труб
Можно получить значительную экономию на сварных швах в полевых условиях
Широкий диапазон размеров трубы можно приспособить в одной машине (1 "ОД через 80" ОД)
Отличное истончение стенок и овальность
Для кованого продукта (WP) размер покрыт
АСМЭ Б16.9-которое стандартно для Фабрик-сделанных кованых штуцеров стыковой сварки для размера НПС 1 ⁄ ₂ к НПС 48 "и
И B16.28-который является стандартным для кованой стали стыковой сварки короткий радиус локти и возвращает для размера NPS 1/₂ до NPS 24”
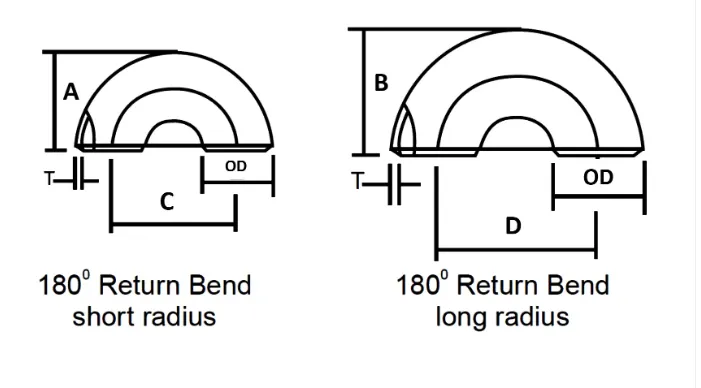
| НОМИНАЛЬНЫЙ РАЗМЕР ТРУБЫ | НАРУЖНЫЙ ДИАМЕТР | НАЗАД К ЛИЦУ | ЦЕНТР К ЦЕНТРУ | ||
| Дюйм. | ОД | А | В | С | Д |
| 1/2 | 21,3 | 48 | - | 76 | - |
| 3/4 | 26,7 | 43 | - | 57 | - |
| 1 | 33,4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42,2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48,3 | 83 | 62 | 114 | 76 |
| 2 | 60,3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88,9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101,6 | 184 | 140 | 267 | 178 |
| 4 | 114,3 | 210 | 159 | 305 | 203 |
| 5 | 141,3 | 262 | 197 | 381 | 254 |
| 6 | 168,3 | 313 | 237 | 457 | 305 |
| 8 | 219,1 | 414 | 313 | 610 | 406 |
| 10 | 273,1 | 518 | 391 | 762 | 508 |
| 12 | 323,9 | 619 | 467 | 914 | 610 |
| 14 | 355,6 | 711 | 533 | 1067 | 711 |
| 16 | 406,4 | 813 | 610 | 1219 | 813 |
| 18 | 457,2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
Трубные фитинги Размеры Допуск согласно ASME B16.9
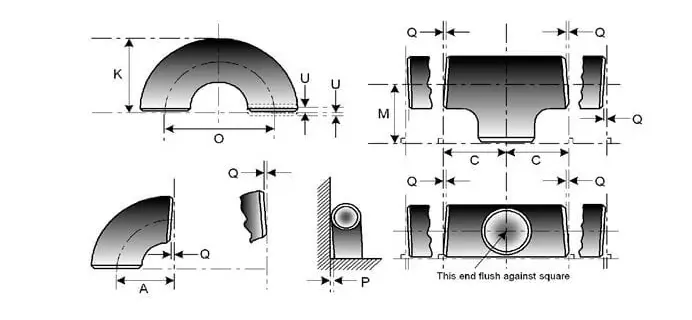
| НОМИНАЛЬНЫЙ РАЗМЕР ТРУБЫ | ВСЕ ФИТИНГИ | ВСЕ ФИТИНГИ | ВСЕ ФИТИНГИ | ЛОКИ И ГРУЗКИ | ВОЗВРАТ 180 ГРАДУСОВ | ВОЗВРАТ 180 ГРАДУСОВ | ВОЗВРАТ 180 ГРАДУСОВ | СНИЖЕНИЯ | ШАПКИ |
| НПВ | O.D. на скос (1), (2) |
I.D. в конце (1), (3), (4) |
Толщина стенки (3) | Измерение от центра до конца A,B,C,M | Центр-центр O | Спина-к-лицу K | Выравнивание концы U | Общая длина H | Общая длина E |
| ½ До 2 ½ |
0,06 -0,03 |
0,03 | Не меньше чем 87,5% из номинальной толщины | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| От 3 до 3 ½ | 0,06 | 0,06 | Не меньше чем 87,5% из номинальной толщины | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 4 | 0,06 | 0,06 | Не меньше чем 87,5% из номинальной толщины | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| От 5 до 8 |
0,09 -0,06 |
0,06 | Не меньше чем 87,5% из номинальной толщины | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,25 |
| От 10 до 18 |
0,16 -0,12 |
0,12 | Не меньше чем 87,5% из номинальной толщины | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| От 20 до 24 |
0,25 -0,19 |
0,19 | Не меньше чем 87,5% из номинальной толщины | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 26-30 |
0,25 -0,19 |
0,19 | Не меньше чем 87,5% из номинальной толщины | 0,12 | … | … | … | 0,19 | 0,38 |
| От 32 до 48 |
0,25 -0,19 |
0,19 | Не меньше чем 87,5% из номинальной толщины | 0,19 | … | … | … | 0,19 | 0,38 |
Никелевый сплав
СБ 336 УНС 2200 АСТМ/АСМЭ (НИКЭЛ 200 ), УНС 2201 (НИКЭЛЬ 201 ), УНС 4400 (МОНЭЛ 400 ), УНС 8020 (КБ 3 СПЛАВА 20/20, УНС 8825 ИНКОНЭЛ (825), УНС 6601 600 (ИНЭЛ), УНС 6601) (ИНКОНЕЛЬ 625), УНС 10276 (ХАСТЕЛЛОЙ К 276)
Нержавеющая сталь
АСТМ/АСМЭ СА 403 ГР ВП» «С/» «в/«ВС» 304, 304Л, 304Х, 304Н, 304 ЛН, 309, 310Х, 316, 316 Х, 317, 317Л, 321, 321Х, 347 Х.
Дуплекс Сталь
АСТМ/АСМЭ СА 815 УНС Н О. С 31803, с 32205, с 32550, с 32750, с 32760.
Углеродистая сталь
АСТМ/АСМЭ 234 ВПБ, ВПК АСТМ/АСМЭ А 860 ВПХИ 42, ВПХИ 46, ВПХИ 52, ВПХ 60, ВПХИ 65 & ВПХИ 70.
Легированная сталь
АСТМ/АСМЭ А 234 ВП 1, ВП 5, ВП 9, ВП 11, ВП 12, ВП 22, ВП 23, ВП 91.
| Содержание химического состава | Механические свойства | ||||||||||
| Материал НЕТ | С | Mn | Си | С | П | Cr | Мо | Ni | Предел прочности | Прочность текучести | Удлинение |
| А234 WPB | ≤ 0,3 | 0,29-1,06 | ≥ 0,1 | ≤ 0058 | ≤ 0,05 | / | / | / | 415-585 | ≥ 240 | ≥ 30 |
| А234 WP5 | ≤ 0,15 | ≤ 0,6 | ≤ 0,5 | ≤ 0,04 | ≤ 0,03 | 4-6 | 0,44-0,65 | / | 415-585 | ≥ 205 | ≥ 20 |
| A403 WP304 | ≤ 0,08 | ≤ 2 | ≤ 1 | ≤ 0040 | ≤ 0030 | 18-20 | / | 8-11 | ≥ 515 | ≥ 205 | ≥ 30 |
| А403 ВП316Л | ≤ 0,03 | ≤ 2 | ≤ 1 | ≤ 0045 | ≤ 0,03 | 16-18 | 2-3 | 10-15 | ≥ 485 | ≥ 170 | ≥ 30 |
| WPHY60 | ≤ 0,20 | 1-1,45 | 0,15-0,4 | ≤ 0015 | ≤ 0030 | / | / | / | ≥ 515 | ≥ 415 | / |
Светлый смазывать, черная картина, покрытие Анти -- корозии ПЭ/3ПЭ
Требования горячей индукции изгиб обшивкой
Мы ориентируемся на каждую процедуру, чтобы гарантировать качество, пакет, который мы обычно принимаем,-это планка стальных труб локти с экологическими полиэтиленовыми пакетами, а затем в бесплатных деревянных ящиках для фумигации или деревянной пластине. Мы также принимаем индивидуальные пакеты, такие как OEM, путем переговоров.
Материал должен быть упакован готовым к экспорту способом, который позволяет легко обрабатывать и предотвращает повреждение, продавец должен представить свою стандартную процедуру упаковки покупателю для утверждения.Предметы из углеродистой стали и нержавеющей стали не разрешается хранить вместе и должны упаковываться отдельно.

Для кованого продукта (WP) размер покрыт
АСМЭ Б16.9-которое стандартно для Фабрик-сделанных кованых штуцеров стыковой сварки для размера НПС 1 ⁄ ₂ к НПС 48 "и
И B16.28-который является стандартным для кованой стали стыковой сварки короткий радиус локти и возвращает для размера NPS 1/₂ до NPS 24”
| НОМИНАЛЬНЫЙ РАЗМЕР ТРУБЫ | НАРУЖНЫЙ ДИАМЕТР | НАЗАД К ЛИЦУ | ЦЕНТР К ЦЕНТРУ | ||
| Дюйм. | ОД | А | В | С | Д |
| 1/2 | 21,3 | 48 | - | 76 | - |
| 3/4 | 26,7 | 43 | - | 57 | - |
| 1 | 33,4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42,2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48,3 | 83 | 62 | 114 | 76 |
| 2 | 60,3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88,9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101,6 | 184 | 140 | 267 | 178 |
| 4 | 114,3 | 210 | 159 | 305 | 203 |
| 5 | 141,3 | 262 | 197 | 381 | 254 |
| 6 | 168,3 | 313 | 237 | 457 | 305 |
| 8 | 219,1 | 414 | 313 | 610 | 406 |
| 10 | 273,1 | 518 | 391 | 762 | 508 |
| 12 | 323,9 | 619 | 467 | 914 | 610 |
| 14 | 355,6 | 711 | 533 | 1067 | 711 |
| 16 | 406,4 | 813 | 610 | 1219 | 813 |
| 18 | 457,2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
Трубные фитинги Размеры Допуск согласно ASME B16.9
| НОМИНАЛЬНЫЙ РАЗМЕР ТРУБЫ | ВСЕ ФИТИНГИ | ВСЕ ФИТИНГИ | ВСЕ ФИТИНГИ | ЛОКИ И ГРУЗКИ | ВОЗВРАТ 180 ГРАДУСОВ | ВОЗВРАТ 180 ГРАДУСОВ | ВОЗВРАТ 180 ГРАДУСОВ | СНИЖЕНИЯ | ШАПКИ |
| НПВ | O.D. на скос (1), (2) |
I.D. в конце (1), (3), (4) |
Толщина стенки (3) | Измерение от центра до конца A,B,C,M | Центр-центр O | Спина-к-лицу K | Выравнивание концы U | Общая длина H | Общая длина E |
| ½ До 2 ½ |
0,06 -0,03 |
0,03 | Не меньше чем 87,5% из номинальной толщины | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| От 3 до 3 ½ | 0,06 | 0,06 | Не меньше чем 87,5% из номинальной толщины | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 4 | 0,06 | 0,06 | Не меньше чем 87,5% из номинальной толщины | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| От 5 до 8 |
0,09 -0,06 |
0,06 | Не меньше чем 87,5% из номинальной толщины | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,25 |
| От 10 до 18 |
0,16 -0,12 |
0,12 | Не меньше чем 87,5% из номинальной толщины | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| От 20 до 24 |
0,25 -0,19 |
0,19 | Не меньше чем 87,5% из номинальной толщины | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 26-30 |
0,25 -0,19 |
0,19 | Не меньше чем 87,5% из номинальной толщины | 0,12 | … | … | … | 0,19 | 0,38 |
| От 32 до 48 |
0,25 -0,19 |
0,19 | Не меньше чем 87,5% из номинальной толщины | 0,19 | … | … | … | 0,19 | 0,38 |
Никелевый сплав
СБ 336 УНС 2200 АСТМ/АСМЭ (НИКЭЛ 200 ), УНС 2201 (НИКЭЛЬ 201 ), УНС 4400 (МОНЭЛ 400 ), УНС 8020 (КБ 3 СПЛАВА 20/20, УНС 8825 ИНКОНЭЛ (825), УНС 6601 600 (ИНЭЛ), УНС 6601) (ИНКОНЕЛЬ 625), УНС 10276 (ХАСТЕЛЛОЙ К 276)
Нержавеющая сталь
АСТМ/АСМЭ СА 403 ГР ВП» «С/» «в/«ВС» 304, 304Л, 304Х, 304Н, 304 ЛН, 309, 310Х, 316, 316 Х, 317, 317Л, 321, 321Х, 347 Х.
Дуплекс Сталь
АСТМ/АСМЭ СА 815 УНС Н О. С 31803, с 32205, с 32550, с 32750, с 32760.
Углеродистая сталь
АСТМ/АСМЭ 234 ВПБ, ВПК АСТМ/АСМЭ А 860 ВПХИ 42, ВПХИ 46, ВПХИ 52, ВПХ 60, ВПХИ 65 & ВПХИ 70.
Легированная сталь
АСТМ/АСМЭ А 234 ВП 1, ВП 5, ВП 9, ВП 11, ВП 12, ВП 22, ВП 23, ВП 91.
| Содержание химического состава | Механические свойства | ||||||||||
| Материал НЕТ | С | Mn | Си | С | П | Cr | Мо | Ni | Предел прочности | Прочность текучести | Удлинение |
| А234 WPB | ≤ 0,3 | 0,29-1,06 | ≥ 0,1 | ≤ 0058 | ≤ 0,05 | / | / | / | 415-585 | ≥ 240 | ≥ 30 |
| А234 WP5 | ≤ 0,15 | ≤ 0,6 | ≤ 0,5 | ≤ 0,04 | ≤ 0,03 | 4-6 | 0,44-0,65 | / | 415-585 | ≥ 205 | ≥ 20 |
| A403 WP304 | ≤ 0,08 | ≤ 2 | ≤ 1 | ≤ 0040 | ≤ 0030 | 18-20 | / | 8-11 | ≥ 515 | ≥ 205 | ≥ 30 |
| А403 ВП316Л | ≤ 0,03 | ≤ 2 | ≤ 1 | ≤ 0045 | ≤ 0,03 | 16-18 | 2-3 | 10-15 | ≥ 485 | ≥ 170 | ≥ 30 |
| WPHY60 | ≤ 0,20 | 1-1,45 | 0,15-0,4 | ≤ 0015 | ≤ 0030 | / | / | / | ≥ 515 | ≥ 415 | / |
Светлый смазывать, черная картина, покрытие Анти -- корозии ПЭ/3ПЭ
Требования горячей индукции изгиб обшивкой
Мы ориентируемся на каждую процедуру, чтобы гарантировать качество, пакет, который мы обычно принимаем,-это планка стальных труб локти с экологическими полиэтиленовыми пакетами, а затем в бесплатных деревянных ящиках для фумигации или деревянной пластине. Мы также принимаем индивидуальные пакеты, такие как OEM, путем переговоров.
Материал должен быть упакован готовым к экспорту способом, который позволяет легко обрабатывать и предотвращает повреждение, продавец должен представить свою стандартную процедуру упаковки покупателю для утверждения.Предметы из углеродистой стали и нержавеющей стали не разрешается хранить вместе и должны упаковываться отдельно.











 English
English Español
Español русский язык
русский язык Português
Português




















