


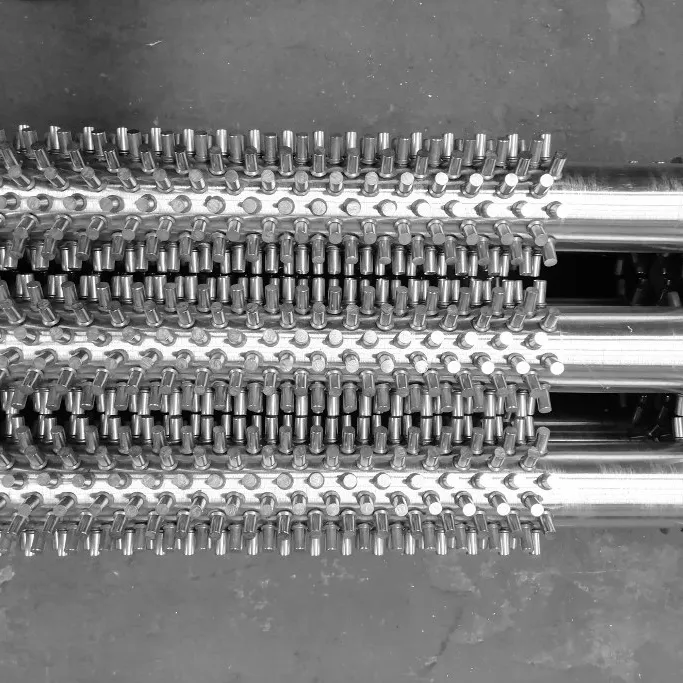



Шипованные трубы имеют специализированную теплопередачу Компоненты, широко используемые в высокотемпературных промышленных применениях. Они Состоят из базовой трубы (обычно бесшовной или сварной) с металлическими шпильками (штифтами) Приваривается к внешней поверхности по точному рисунку. Эти шпильки служат двум Основные функции: они действуют как анкеры для удержания огнеупорного материала (литьевого) На месте, защищая трубку от весьма жары и корозии, и они Значительно увеличить площадь поверхности для повышения эффективности теплопередачи в Котельные системы.
Ключевые особенности:
•Тугоплавкий анкеровать: Шпильки обеспечивают безопасное механическое скрепление для Огнестойкая подкладка, предотвращающая ее падение из-за силы тяжести или тепла Шок.
•Улучшенная передача тепла: увеличенная площадь поверхности улучшает Термальный обменный курс между газообразным отпуском и жидкостью внутри трубки.
•Генерация турбулентности: шпильки нарушают пограничный слой Поток газа, уменьшая обрастание и повышая эффективность.
•Коррозионная стойкость: позволяя использовать специализированные огнеупорные Материалы, низкопробная трубка защищены от въедливых побочных продуктов сгорания.
Приложения:
•Шипованные трубы являются критическими компонентами в энергии и отходах Секторов управления.
•Заводы Отходы-к-энергии: Использованный в стенах воды и перегревателях Мусоросжигательные установки для защиты от кислотной коррозии.
•Системы котлов: необходимы для циркуляционного псевдоожиженного слоя (CFB) Котлы и котлы на биомассе.
•Парогенераторы с рекуперация тепла (HRSG): используется в канальные горелки и Секции испарителя.
•Нефтехимическая промышленность: Приложенный в печах и трескать реформатора Печи.
•Стальные мельницы: Используется в системах охлаждения для электродуговых печей.
Шипованная трубка изготовлена для точного Размерные, материальные, и механические спецификации для обеспечения надежного Производительность при обслуживании при высоких температурах и высоком давлении. Ниже представлены подробные Таблицы спецификации.
Размерный & Геометрическая таблица спецификации
|
Параметр |
Стандартный диапазон |
Настраиваемый диапазон |
Толерантность/Примечания |
|
Низкопробная трубка Внешний диаметр (ОД) |
38 - 219 мм |
20 - 426 мм |
Бесшовные или сварные |
|
Низкопробная толщина стены трубки |
4,0-20 мм |
2,0-50 мм |
≥ Радиус стержня |
|
Длина базовой трубки |
≤ 15 м (стандарт) |
≤ 25 м |
Доступны Точные длины среза |
|
Диаметр стержня |
6-12,5 мм |
3-25,4 мм |
Круглый, эллиптический, тип линзы |
|
Высота стержня |
10 - 35 мм |
5-50,8 мм |
Цилиндрические/конические формы |
|
Шпилька Продольный шаг (Расстояние) |
8 - 30 мм |
Пользовательские по шаблону |
Квадратное или шестиугольное расположение |
|
Шаблон шпильки |
Ступенчатые ряды/кольца |
Квадратный или шестиугольный |
Равномерное распределение тепла |
|
Плотность стержня |
120 - 400 шипов/м² |
Регулируется по высоте |
Влияет на коэффициент площади теплопередачи |
|
Угол Стад-к-трубки |
90 ° (по вертикали) |
Угловой |
В спецификацию клиента |
|
Проникновение сварки |
≥ 1,5 мм |
Н/А |
Обеспечивает прочную металлургическую связь |
|
Выступ сварного шва (выпуклость корня) |
≤ 1 мм |
Стандарт без брызг |
Чистый внешний вид сварного шва |
Материальная ранг & Таблица химического состава
|
Базовый материал трубки Стандартный |
Типичные классы |
Класс материала базовой трубки |
Варианты материала стержня |
|
АСТМ А106 |
Гр. Б |
Углеродистая сталь |
Q235B, AISI 410, 1Cr13, 2Cr13, 13Cr |
|
АСТМ А179/А192 |
- |
Углеродистая сталь |
Углеродистая сталь, нержавеющая сталь |
|
АСТМ А335/АСМЭ СА335 |
Р5, Р9, Р11, Р22, Р91 |
Легированная сталь (Cr-Mo) |
Соответствующий сплав или нержавеющий |
|
АСТМ А213/АСМЭ СА213 |
Т5, Т9, Т11, Т12, Т22, Т91 |
Легированная сталь (Cr-Mo) |
Соответствующий сплав или нержавеющий |
|
АСТМ А312/АСМЭ СА312 |
ТП304, ТП304Л, ТП316, ТП316Л, ТП321, ТП347 |
Нержавеющая сталь |
Нержавеющая сталь (например, СС304, СС316, СС409, СС410) |
|
АПИ 5Л |
Gr.B, X42, X52, X60, X65 |
Углеродистая сталь |
Углеродистая сталь, нержавеющая сталь |
|
Дин/ЭН |
Ст35.8, Ст45.8, 13КрМо4-4, 10КрМо5-5 |
Разные |
Как требовалось |
|
ГБ/Т 8163/ГБ 5310 |
20 #, 45 #, 12 Кр1МоВ, 15 КрМо |
Углерод/легированная сталь |
Q235B, 1Cr13, 2Cr13, 13Cr, SS304 |
Механические свойства & Operating Таблица параметров
|
Параметр |
Углеродистая сталь Базовая труба |
Базовая труба из легированной стали (Cr-Mo) |
Пробка основания нержавеющей стали |
|
Предел прочности (мин) |
≥ 410 - 490 МПа |
≥ 415 - 585 МПа (иждивенец ранга) |
≥ 485 - 515 МПа |
|
Предел текучести (мин) |
≥ 245 - 355 МПа |
≥ 205 - 415 МПа (иждивенец ранга) |
≥ 170 - 205 МПа |
|
Удлиненность (минута) |
≥ 20 - 25% |
≥ 20 - 30% |
≥ 35% |
|
Максимальная рабочая температура |
≤ 600 ° C |
≤ 650 ° C (T91: до 650 ° C) |
≤ 800 ° C |
|
Максимальное рабочее давление |
≤ 16 МПа (стандарт) |
Более высокая способность |
Согласно классу сплава |
|
Коэффициент площади передачи тепла |
2 - 3 × голая трубка |
2 - 3 × голая трубка |
2 - 3 × голая трубка |
|
Твердость (макс. HBW) |
- |
163 - 250 |
179 - 192 |
Шипованная трубка изготовлена и испытана. В соответствии с широким спектром международных и национальных Стандарты, охватывающие материалы базовых труб, процессы сварки и качество Требования.
Первичные стандарты для Шипованные трубы
|
Стандарт/Код |
Полное название/описание |
Применимость |
|
АСТМ А106/АСМЭ СА106 |
Бесшовные трубы из углеродистой стали для высокотемпературного обслуживания |
Базовый материал трубы для углеродистой стали шипованных труб |
|
АСТМ А179/АСМЭ СА179 |
Бесшовный холоднотянутый теплообменник и конденсатор из низкоуглеродистой стали Трубы |
Базовый материал трубки для применения теплообменника |
|
АСТМ А192/АСМЭ СА192 |
Бесшовные котельные трубы из углеродистой стали для высокого давления |
Материал низкопробной трубки для применений боилера |
|
АСТМ А335/АСМЭ СА335 |
Бесшовные ферритные трубы из легированной стали для высокотемпературного обслуживания |
Материал базовой трубы для легированной стали (Cr-Mo) шипованных труб; крышки Марки P5, P9, P11, P22, P91 |
|
АСТМ А213/АСМЭ СА213 |
Безшовный ферритик и аустенитовый боилер легированной стали, перегреватель, И теплообменные трубы |
Материал базовой трубы для сплава T-класса и нержавеющих шипованных труб |
|
АПИ 530/АПИ 660 |
Расчет толщины нагревательных труб на нефтеперерабатывающих заводах/ Теплообменники Shell-and-Tube |
Стандарты проектирования и применения для печей и тепла Обменники |
|
Стандарт АПИ 661 |
Теплообменники с воздушным охлаждением для общего обслуживания нефтеперерабатывающих заводов |
Критерии приемки для ребристых и шипованных сборок труб |
|
Ш/Т 3422-2011 |
Технические данные для трубок стержня трубчатого подогревателя в Нефтехимическое машиностроение (Китай) |
Комплексная китайская стандартная структура покрытия, материалы, Сварка, размеры, производство, испытания, маркировка, упаковка и доставка Шипованных трубок для петрохимических трубчатых подогревателей |
|
ГБ/Т 8163/ГБ 5310 |
Трубы стальные бесшовные для транспортировки жидкости/Трубы стальные бесшовные Для котлов высокого давления |
Китайские стандарты материала базовой трубки |
|
9001:2015 ИСО |
Системы менеджмента качества |
Сертификация качества производства |
Шипованная трубка против ребристых Таблица сравнения труб
|
Особенность |
Шипованная трубка |
Ребристая труба (сваренный ХФ) |
|
Геометрия поверхности |
Дискретные цилиндрические/конические шпильки |
Непрерывное спиральное ребро |
|
Зона передачи тепла |
2-3 × голая трубка |
5-10 × голая трубка |
|
Обрастание/очистка |
Легко чистится дробеструйной обработкой; самоочистка с помощью вибрации |
Склонен к обрастания; трудно чистить |
|
Подходящие газовые потоки |
Грязные, тяжелые частицы, коррозионные дымовые газы (например, мазут Стрельба) |
Чистые газовые потоки (например, сжигание природного газа) |
|
Механическая прочность |
Высокая жесткость; выдерживает экстремальные условия |
Умеренный |
|
Возможность давления/температуры |
Очень высокая (до 300 бар/800 °C) |
Умеренный |
|
Механизм Само-чистки |
Консольная конструкция шпильки вибрирует под потоком газа (5-15 Гц), линяя Ясень |
Нет механизма вибрации |
|
Типичные применения |
Отопительные нагреватели на нефтеперерабатывающем заводе, котлы CFB, конвекционные секции HRSG |
Охладители воздуха, экономайзеры, рекуперация отработанного тепла |
|
Огнеупорный якорь |
Да (обеспечивает механическое соединение для огнеупорной подкладки) |
Нет |
Ключевые стандарты обеспечения качества
•Квалификация процесса сварки: Параметры сварки сопротивлением (Ток, напряжение, давление, продолжительность) строго контролируются и записываются через ПЛК для обеспечения согласованности сварки и устранения ручной нестабильности.
•Снятие стресса: Трубы из легированной стали проходят термическую обработку после сварки (СВИТ) после шиповки согласно соответствующим спецификациям для данного класса И марка стали, используемая для снятия остаточных напряжений и предотвращения Водород-индуцированное растрескивание.
•Осмотр: Осмотр третьей стороны (SGS, BV, TÜV) доступен. EN 10204 Сертификаты типа 3,2 могут быть предоставлены для конкретных требований проекта.
Процесс производства шипованных труб Использует автоматизированную технологию сварки сопротивлением для достижения согласованности, Высокая целостность шпилька-к-трубке склеивается с минимальным входом тепла и без наполнителя Материал.
Шаг 1-Базовая трубка Подготовка: Безшовные или сваренные низкопробные трубки (углерод, сплав, или нержавеющая сталь) Отрезаны к определенной длине, с вырезанными квадрат-концами, дебурред, и внутренне Взорвано чистым от мусора. Трубы проверяются на точность размеров и поверхность. Дефекты перед шиповкой. Трубы из легированной стали обрабатываются в соответствии с их Специфические материальные требования к ранга.
Шаг 2-Материал шпильки Подготовка: Шпильки кованой стали (цилиндрические, эллиптические, или в форме объектив) Производится до указанного диаметра (3-25,4 мм) и высоты (5-50,8 мм). Шпильки могут поставляться из углеродистой стали (например, Q235B), Нержавеющая сталь (например, AISI 304, 316, 409, 410, 321, 347) или легированная сталь Ранги соответствуя низкопробному материалу трубки. Шпильки имеют особую форму, чтобы Облегчить процесс сварки сопротивлением и улучшить механическое соединение.
Шаг 3-Автоматический Заварка сопротивления (процесс ядра): низкопробная трубка закреплена в автоматическом Шипованный сварочный аппарат трубки. Процесс сварки работает по принципу Электрическое сопротивление: электрический ток проходит через точку контакта Между шпилькой и трубкой. Сопротивление на этом интерфейсе генерирует Интенсивное, локализованное тепло. Давление (приложенный через тоолинг) выковает стержень и Трубки вместе в точке максимального нагрева, создавая высококачественный Металлургическая кузнечная сварка. Параметры сварки (ток, напряжение, давление, Продолжительность) контролируются программой ПЛК, с двигателем подачи и сервоприводом градации Двигатель обеспечивает точное размещение шпильки. Весь процесс не использует внешнего тепла Источник; все тепло генерируется электрическим сопротивлением на границе раздела. Этот Результаты в очень локализованной зоне термо-влияния (HAZ) в низкопробной трубке, с Узкий нагрев поверхности, который не разрушает основную микроструктуру Базовый материал. Термическая обработка Пост-сварки (сбрасывать стресса) вообще не Считается необходимым для углеродистой стали из-за поверхностного характера Микроструктурных изменений. Однако трубы из легированной стали снимаются со стрессом после Шиповать согласно уместным спецификациям для класса и ранга Используемая сталь.
Шаг 4-Шаблон сварки Формирование: Шпильки приварены к базовой трубке в ступенчатом порядке рядами (кольцами) вокруг Окружность, расположенные квадратными или шестиугольными узорами с регулируемым Продольное расстояние (8-30 мм). Симметричное распределение обеспечивает равномерную передачу тепла и Обеспечивает самоочистку с вибрационным приводом. Процесс сварки достигает Пенетратион≥ 1,5 мм и сварное протрузион≤ 1 мм (без брызг Стандарт).
Шаг 5-Контроль качества & Тестирование: Сварочные испытания проводятся как само собой разумеется, чтобы гарантировать Эффективность соединения стержень-к-трубы. Трубы из легированной стали Снятие стресса после шипдинга в соответствии с соответствующими спецификациями. Если требуется, Внешние поверхности можно обработать защитным покрытием. Термическая обработка При необходимости выполняется заполненная шипованная трубка. Шипованные трубки могут быть Подвергается гидростатическим испытаниям при 1,5 × расчетном давлении до Проверьте герметичность.
Шаг 6-Обработка поверхности & Защита: Шипованные трубки могут быть снабжены защитным покрытием на Внешние поверхности при необходимости. Концы труб остаются гладкие или скошенные на клиента Спецификация. Торцевые заглушки применяются для предотвращения загрязнения во время хранения и Транспорт.
Правильная упаковка шипованных труб Необходимо для предотвращения повреждения сварных шпилек, царапин на поверхности базовой трубы, Попадание влаги, и корозия во время перехода и долгосрочного хранения. Выступающие шпильки особенно уязвимы к повреждениям при ударе и требуют Осторожное обращение.
Конечная защита: пластиковые крышки вставлены Оба конца каждой трубки для предотвращения попадания посторонних предметов (пыли, мусора, влаги) Вход в отверстие трубы. Для резьбовых или скошенных концов, специализированные крышки конца Применяется. Шипованные трубы защищены от стальной обвязки и повреждений при транспортировке. За счет использования защитных обивочных и разделительных материалов.
Связывание и разделение: шипованные трубки Упакованы в пачки с единообразной и последовательной маркировкой. Трубы внутри Тот же пакет должен происходить из той же партии тепла/печи, с тем же Стальная ранг и такие же спецификации для обеспечения трасеабилиты. Деревянные рейки, Прокладка пены, или не-сплетенные прокладки ткани (тхикнесс≥ 5 мм) Помещенный между отдельными трубками для предотвращения контакта металл-к-металла, который смог Повредить шпильки или поцарапать поверхность трубки. Связки закреплены с помощью стали. Связывать, с прокладками картона или пластмассы помещенными под каждым ремнем для предотвращения Непосредственный контакт с поверхностью трубки.
Решетка для экспорта: Для перевозки моря или Заказы с высокой стоимостью, шипованные трубки упакованы в мореходные деревянные ящики (ISPM 15 Аттестованный для экспорта) или стальные клети. Внутренняя часть ящика на подкладке. Водоустойчивый фильм полиэтилена, и сумки осушителя (гель кремнезема, 500 г каждое) Помещен внутрь для впитывания влаги. Пенопластовая набивка или блокировка древесины заполняют пустоты в Предотвратить движение трубки во время транспортировки. Угловые протекторы добавлены для защиты Концы труб и шипованные секции. На концах базовой трубки вырезан квадрат, без Заусенцы, а внутренняя часть высыхает и выдувается перед упаковкой. Для экструдированного Биметаллические шипованные трубки, внешние поверхности могут быть покрыты лаком.
Обозначать: Каждые пачка или клеть носят а Водоустойчивая этикетка показывая номер заказа клиента, ранг базовой трубки, материал стержня, Размеры (OD×length), рисунок/плотность шпильки, количество, тепловое число, вес нетто, И символы обработки («СОХРАНИТЬ СУХОЙ», «ХРАГИЛЬНО-ЗАЩИТНЫЕ СТУПЫ», «ИСПОЛЬЗУЙТЕ МЯГКИЕ ПЛОЩИ», «НЕ РУЛОЧАТЬ»). Подробный упаковочный лист заключен в водонепроницаемый рукав. Прикреплен к ящику или связке.
A: Шипованные трубы имеют дискретную цилиндрическую форму. Или конические шпильки, сваренные на поверхность низкопробной трубы, в то время как ребристые трубы имеют Непрерывное спиральное ребро, намотанное вокруг трубки. Шипованные трубы предлагают превосходное Свойства само-чистки и легче для того чтобы очистить взрывать съемки; они Предпочтительны для грязных газовых потоков (например, нагреватели, работающие на мазуте, котлы CFB) Где может произойти сильное загрязнение. Ребристые трубы обеспечивают большую площадь поверхности и Являются более подходящими для чистых газовых потоков (например, сжигания природного газа), где Обрастание минимально. Эффективность теплопередачи шипованных труб эквивалентна В 2-3 раза больше, чем у голой трубки.
A: Шипованные трубы могут быть изготовлены с Любая комбинация материалов шпилек и труб, включая углеродистую сталь (ASTM A106 Gr.B, A179, API 5L Gr.B), легированная сталь (ASTM A335 P5, P9, P11, P22, P91 / A213 T5, T9, T11, T22, T91), нержавеющая сталь (ASTM A312 TP304, 316, 321, 347) и Высокие сплавы никеля. Материалы стержня можно выбрать независимо от основания Материал трубки (например, шпильки из нержавеющей стали на трубах из углеродистой стали).
A: для базовых труб из углеродистой стали, максимум Температура обслуживания составляет около 600 ° C. Легированная сталь Cr-Mo Ранги (П11, П22) соответствующие до ° К ~ 565, пока П91/Т91 может Работать до 650 ° C. Марки нержавеющей стали (304, 316) выдерживают до 800 ° C. Для Приложения, требующие работы выше 800 ° C, на основе никеля Рекомендуются сплавы.
А: Нормальные размеры с общим материалом Комбинации (основание из углеродистой стали шпильки из углеродистой стали) могут быть отправлены в течение 3-4 недель. Индивидуальные заказы (марки легированной стали, нестандартные шаблоны/размеры стержня, Особенные материалы) типично требуют 5-8 недель в зависимости от Количество и сложность. Ускоренное производство может быть доступно с Доплата.
A: Да. Мы можем обеспечить тип 3,1 ЭН 10204 Сертификаты испытаний мельницы с полной прослеживаемостью к номеру жары. Третья сторона- Инспекционные услуги (SGS, BV, TÜV) предоставляются по запросу. Легированная сталь Трубки снимаются с напряжений после шипирования в соответствии с соответствующими спецификациями. Мы также соблюдаем стандарты менеджмента качества ISO 9001:2015.
Шипованная трубка изготовлена для точного Размерные, материальные, и механические спецификации для обеспечения надежного Производительность при обслуживании при высоких температурах и высоком давлении. Ниже представлены подробные Таблицы спецификации.
Размерный & Геометрическая таблица спецификации
|
Параметр |
Стандартный диапазон |
Настраиваемый диапазон |
Толерантность/Примечания |
|
Низкопробная трубка Внешний диаметр (ОД) |
38 - 219 мм |
20 - 426 мм |
Бесшовные или сварные |
|
Низкопробная толщина стены трубки |
4,0-20 мм |
2,0-50 мм |
≥ Радиус стержня |
|
Длина базовой трубки |
≤ 15 м (стандарт) |
≤ 25 м |
Доступны Точные длины среза |
|
Диаметр стержня |
6-12,5 мм |
3-25,4 мм |
Круглый, эллиптический, тип линзы |
|
Высота стержня |
10 - 35 мм |
5-50,8 мм |
Цилиндрические/конические формы |
|
Шпилька Продольный шаг (Расстояние) |
8 - 30 мм |
Пользовательские по шаблону |
Квадратное или шестиугольное расположение |
|
Шаблон шпильки |
Ступенчатые ряды/кольца |
Квадратный или шестиугольный |
Равномерное распределение тепла |
|
Плотность стержня |
120 - 400 шипов/м² |
Регулируется по высоте |
Влияет на коэффициент площади теплопередачи |
|
Угол Стад-к-трубки |
90 ° (по вертикали) |
Угловой |
В спецификацию клиента |
|
Проникновение сварки |
≥ 1,5 мм |
Н/А |
Обеспечивает прочную металлургическую связь |
|
Выступ сварного шва (выпуклость корня) |
≤ 1 мм |
Стандарт без брызг |
Чистый внешний вид сварного шва |
Материальная ранг & Таблица химического состава
|
Базовый материал трубки Стандартный |
Типичные классы |
Класс материала базовой трубки |
Варианты материала стержня |
|
АСТМ А106 |
Гр. Б |
Углеродистая сталь |
Q235B, AISI 410, 1Cr13, 2Cr13, 13Cr |
|
АСТМ А179/А192 |
- |
Углеродистая сталь |
Углеродистая сталь, нержавеющая сталь |
|
АСТМ А335/АСМЭ СА335 |
Р5, Р9, Р11, Р22, Р91 |
Легированная сталь (Cr-Mo) |
Соответствующий сплав или нержавеющий |
|
АСТМ А213/АСМЭ СА213 |
Т5, Т9, Т11, Т12, Т22, Т91 |
Легированная сталь (Cr-Mo) |
Соответствующий сплав или нержавеющий |
|
АСТМ А312/АСМЭ СА312 |
ТП304, ТП304Л, ТП316, ТП316Л, ТП321, ТП347 |
Нержавеющая сталь |
Нержавеющая сталь (например, СС304, СС316, СС409, СС410) |
|
АПИ 5Л |
Gr.B, X42, X52, X60, X65 |
Углеродистая сталь |
Углеродистая сталь, нержавеющая сталь |
|
Дин/ЭН |
Ст35.8, Ст45.8, 13КрМо4-4, 10КрМо5-5 |
Разные |
Как требовалось |
|
ГБ/Т 8163/ГБ 5310 |
20 #, 45 #, 12 Кр1МоВ, 15 КрМо |
Углерод/легированная сталь |
Q235B, 1Cr13, 2Cr13, 13Cr, SS304 |
Механические свойства & Operating Таблица параметров
|
Параметр |
Углеродистая сталь Базовая труба |
Базовая труба из легированной стали (Cr-Mo) |
Пробка основания нержавеющей стали |
|
Предел прочности (мин) |
≥ 410 - 490 МПа |
≥ 415 - 585 МПа (иждивенец ранга) |
≥ 485 - 515 МПа |
|
Предел текучести (мин) |
≥ 245 - 355 МПа |
≥ 205 - 415 МПа (иждивенец ранга) |
≥ 170 - 205 МПа |
|
Удлиненность (минута) |
≥ 20 - 25% |
≥ 20 - 30% |
≥ 35% |
|
Максимальная рабочая температура |
≤ 600 ° C |
≤ 650 ° C (T91: до 650 ° C) |
≤ 800 ° C |
|
Максимальное рабочее давление |
≤ 16 МПа (стандарт) |
Более высокая способность |
Согласно классу сплава |
|
Коэффициент площади передачи тепла |
2 - 3 × голая трубка |
2 - 3 × голая трубка |
2 - 3 × голая трубка |
|
Твердость (макс. HBW) |
- |
163 - 250 |
179 - 192 |
Шипованная трубка изготовлена и испытана. В соответствии с широким спектром международных и национальных Стандарты, охватывающие материалы базовых труб, процессы сварки и качество Требования.
Первичные стандарты для Шипованные трубы
|
Стандарт/Код |
Полное название/описание |
Применимость |
|
АСТМ А106/АСМЭ СА106 |
Бесшовные трубы из углеродистой стали для высокотемпературного обслуживания |
Базовый материал трубы для углеродистой стали шипованных труб |
|
АСТМ А179/АСМЭ СА179 |
Бесшовный холоднотянутый теплообменник и конденсатор из низкоуглеродистой стали Трубы |
Базовый материал трубки для применения теплообменника |
|
АСТМ А192/АСМЭ СА192 |
Бесшовные котельные трубы из углеродистой стали для высокого давления |
Материал низкопробной трубки для применений боилера |
|
АСТМ А335/АСМЭ СА335 |
Бесшовные ферритные трубы из легированной стали для высокотемпературного обслуживания |
Материал базовой трубы для легированной стали (Cr-Mo) шипованных труб; крышки Марки P5, P9, P11, P22, P91 |
|
АСТМ А213/АСМЭ СА213 |
Безшовный ферритик и аустенитовый боилер легированной стали, перегреватель, И теплообменные трубы |
Материал базовой трубы для сплава T-класса и нержавеющих шипованных труб |
|
АПИ 530/АПИ 660 |
Расчет толщины нагревательных труб на нефтеперерабатывающих заводах/ Теплообменники Shell-and-Tube |
Стандарты проектирования и применения для печей и тепла Обменники |
|
Стандарт АПИ 661 |
Теплообменники с воздушным охлаждением для общего обслуживания нефтеперерабатывающих заводов |
Критерии приемки для ребристых и шипованных сборок труб |
|
Ш/Т 3422-2011 |
Технические данные для трубок стержня трубчатого подогревателя в Нефтехимическое машиностроение (Китай) |
Комплексная китайская стандартная структура покрытия, материалы, Сварка, размеры, производство, испытания, маркировка, упаковка и доставка Шипованных трубок для петрохимических трубчатых подогревателей |
|
ГБ/Т 8163/ГБ 5310 |
Трубы стальные бесшовные для транспортировки жидкости/Трубы стальные бесшовные Для котлов высокого давления |
Китайские стандарты материала базовой трубки |
|
9001:2015 ИСО |
Системы менеджмента качества |
Сертификация качества производства |
Шипованная трубка против ребристых Таблица сравнения труб
|
Особенность |
Шипованная трубка |
Ребристая труба (сваренный ХФ) |
|
Геометрия поверхности |
Дискретные цилиндрические/конические шпильки |
Непрерывное спиральное ребро |
|
Зона передачи тепла |
2-3 × голая трубка |
5-10 × голая трубка |
|
Обрастание/очистка |
Легко чистится дробеструйной обработкой; самоочистка с помощью вибрации |
Склонен к обрастания; трудно чистить |
|
Подходящие газовые потоки |
Грязные, тяжелые частицы, коррозионные дымовые газы (например, мазут Стрельба) |
Чистые газовые потоки (например, сжигание природного газа) |
|
Механическая прочность |
Высокая жесткость; выдерживает экстремальные условия |
Умеренный |
|
Возможность давления/температуры |
Очень высокая (до 300 бар/800 °C) |
Умеренный |
|
Механизм Само-чистки |
Консольная конструкция шпильки вибрирует под потоком газа (5-15 Гц), линяя Ясень |
Нет механизма вибрации |
|
Типичные применения |
Отопительные нагреватели на нефтеперерабатывающем заводе, котлы CFB, конвекционные секции HRSG |
Охладители воздуха, экономайзеры, рекуперация отработанного тепла |
|
Огнеупорный якорь |
Да (обеспечивает механическое соединение для огнеупорной подкладки) |
Нет |
Ключевые стандарты обеспечения качества
•Квалификация процесса сварки: Параметры сварки сопротивлением (Ток, напряжение, давление, продолжительность) строго контролируются и записываются через ПЛК для обеспечения согласованности сварки и устранения ручной нестабильности.
•Снятие стресса: Трубы из легированной стали проходят термическую обработку после сварки (СВИТ) после шиповки согласно соответствующим спецификациям для данного класса И марка стали, используемая для снятия остаточных напряжений и предотвращения Водород-индуцированное растрескивание.
•Осмотр: Осмотр третьей стороны (SGS, BV, TÜV) доступен. EN 10204 Сертификаты типа 3,2 могут быть предоставлены для конкретных требований проекта.
Процесс производства шипованных труб Использует автоматизированную технологию сварки сопротивлением для достижения согласованности, Высокая целостность шпилька-к-трубке склеивается с минимальным входом тепла и без наполнителя Материал.
Шаг 1-Базовая трубка Подготовка: Безшовные или сваренные низкопробные трубки (углерод, сплав, или нержавеющая сталь) Отрезаны к определенной длине, с вырезанными квадрат-концами, дебурред, и внутренне Взорвано чистым от мусора. Трубы проверяются на точность размеров и поверхность. Дефекты перед шиповкой. Трубы из легированной стали обрабатываются в соответствии с их Специфические материальные требования к ранга.
Шаг 2-Материал шпильки Подготовка: Шпильки кованой стали (цилиндрические, эллиптические, или в форме объектив) Производится до указанного диаметра (3-25,4 мм) и высоты (5-50,8 мм). Шпильки могут поставляться из углеродистой стали (например, Q235B), Нержавеющая сталь (например, AISI 304, 316, 409, 410, 321, 347) или легированная сталь Ранги соответствуя низкопробному материалу трубки. Шпильки имеют особую форму, чтобы Облегчить процесс сварки сопротивлением и улучшить механическое соединение.
Шаг 3-Автоматический Заварка сопротивления (процесс ядра): низкопробная трубка закреплена в автоматическом Шипованный сварочный аппарат трубки. Процесс сварки работает по принципу Электрическое сопротивление: электрический ток проходит через точку контакта Между шпилькой и трубкой. Сопротивление на этом интерфейсе генерирует Интенсивное, локализованное тепло. Давление (приложенный через тоолинг) выковает стержень и Трубки вместе в точке максимального нагрева, создавая высококачественный Металлургическая кузнечная сварка. Параметры сварки (ток, напряжение, давление, Продолжительность) контролируются программой ПЛК, с двигателем подачи и сервоприводом градации Двигатель обеспечивает точное размещение шпильки. Весь процесс не использует внешнего тепла Источник; все тепло генерируется электрическим сопротивлением на границе раздела. Этот Результаты в очень локализованной зоне термо-влияния (HAZ) в низкопробной трубке, с Узкий нагрев поверхности, который не разрушает основную микроструктуру Базовый материал. Термическая обработка Пост-сварки (сбрасывать стресса) вообще не Считается необходимым для углеродистой стали из-за поверхностного характера Микроструктурных изменений. Однако трубы из легированной стали снимаются со стрессом после Шиповать согласно уместным спецификациям для класса и ранга Используемая сталь.
Шаг 4-Шаблон сварки Формирование: Шпильки приварены к базовой трубке в ступенчатом порядке рядами (кольцами) вокруг Окружность, расположенные квадратными или шестиугольными узорами с регулируемым Продольное расстояние (8-30 мм). Симметричное распределение обеспечивает равномерную передачу тепла и Обеспечивает самоочистку с вибрационным приводом. Процесс сварки достигает Пенетратион≥ 1,5 мм и сварное протрузион≤ 1 мм (без брызг Стандарт).
Шаг 5-Контроль качества & Тестирование: Сварочные испытания проводятся как само собой разумеется, чтобы гарантировать Эффективность соединения стержень-к-трубы. Трубы из легированной стали Снятие стресса после шипдинга в соответствии с соответствующими спецификациями. Если требуется, Внешние поверхности можно обработать защитным покрытием. Термическая обработка При необходимости выполняется заполненная шипованная трубка. Шипованные трубки могут быть Подвергается гидростатическим испытаниям при 1,5 × расчетном давлении до Проверьте герметичность.
Шаг 6-Обработка поверхности & Защита: Шипованные трубки могут быть снабжены защитным покрытием на Внешние поверхности при необходимости. Концы труб остаются гладкие или скошенные на клиента Спецификация. Торцевые заглушки применяются для предотвращения загрязнения во время хранения и Транспорт.
Правильная упаковка шипованных труб Необходимо для предотвращения повреждения сварных шпилек, царапин на поверхности базовой трубы, Попадание влаги, и корозия во время перехода и долгосрочного хранения. Выступающие шпильки особенно уязвимы к повреждениям при ударе и требуют Осторожное обращение.
Конечная защита: пластиковые крышки вставлены Оба конца каждой трубки для предотвращения попадания посторонних предметов (пыли, мусора, влаги) Вход в отверстие трубы. Для резьбовых или скошенных концов, специализированные крышки конца Применяется. Шипованные трубы защищены от стальной обвязки и повреждений при транспортировке. За счет использования защитных обивочных и разделительных материалов.
Связывание и разделение: шипованные трубки Упакованы в пачки с единообразной и последовательной маркировкой. Трубы внутри Тот же пакет должен происходить из той же партии тепла/печи, с тем же Стальная ранг и такие же спецификации для обеспечения трасеабилиты. Деревянные рейки, Прокладка пены, или не-сплетенные прокладки ткани (тхикнесс≥ 5 мм) Помещенный между отдельными трубками для предотвращения контакта металл-к-металла, который смог Повредить шпильки или поцарапать поверхность трубки. Связки закреплены с помощью стали. Связывать, с прокладками картона или пластмассы помещенными под каждым ремнем для предотвращения Непосредственный контакт с поверхностью трубки.
Решетка для экспорта: Для перевозки моря или Заказы с высокой стоимостью, шипованные трубки упакованы в мореходные деревянные ящики (ISPM 15 Аттестованный для экспорта) или стальные клети. Внутренняя часть ящика на подкладке. Водоустойчивый фильм полиэтилена, и сумки осушителя (гель кремнезема, 500 г каждое) Помещен внутрь для впитывания влаги. Пенопластовая набивка или блокировка древесины заполняют пустоты в Предотвратить движение трубки во время транспортировки. Угловые протекторы добавлены для защиты Концы труб и шипованные секции. На концах базовой трубки вырезан квадрат, без Заусенцы, а внутренняя часть высыхает и выдувается перед упаковкой. Для экструдированного Биметаллические шипованные трубки, внешние поверхности могут быть покрыты лаком.
Обозначать: Каждые пачка или клеть носят а Водоустойчивая этикетка показывая номер заказа клиента, ранг базовой трубки, материал стержня, Размеры (OD×length), рисунок/плотность шпильки, количество, тепловое число, вес нетто, И символы обработки («СОХРАНИТЬ СУХОЙ», «ХРАГИЛЬНО-ЗАЩИТНЫЕ СТУПЫ», «ИСПОЛЬЗУЙТЕ МЯГКИЕ ПЛОЩИ», «НЕ РУЛОЧАТЬ»). Подробный упаковочный лист заключен в водонепроницаемый рукав. Прикреплен к ящику или связке.
A: Шипованные трубы имеют дискретную цилиндрическую форму. Или конические шпильки, сваренные на поверхность низкопробной трубы, в то время как ребристые трубы имеют Непрерывное спиральное ребро, намотанное вокруг трубки. Шипованные трубы предлагают превосходное Свойства само-чистки и легче для того чтобы очистить взрывать съемки; они Предпочтительны для грязных газовых потоков (например, нагреватели, работающие на мазуте, котлы CFB) Где может произойти сильное загрязнение. Ребристые трубы обеспечивают большую площадь поверхности и Являются более подходящими для чистых газовых потоков (например, сжигания природного газа), где Обрастание минимально. Эффективность теплопередачи шипованных труб эквивалентна В 2-3 раза больше, чем у голой трубки.
A: Шипованные трубы могут быть изготовлены с Любая комбинация материалов шпилек и труб, включая углеродистую сталь (ASTM A106 Gr.B, A179, API 5L Gr.B), легированная сталь (ASTM A335 P5, P9, P11, P22, P91 / A213 T5, T9, T11, T22, T91), нержавеющая сталь (ASTM A312 TP304, 316, 321, 347) и Высокие сплавы никеля. Материалы стержня можно выбрать независимо от основания Материал трубки (например, шпильки из нержавеющей стали на трубах из углеродистой стали).
A: для базовых труб из углеродистой стали, максимум Температура обслуживания составляет около 600 ° C. Легированная сталь Cr-Mo Ранги (П11, П22) соответствующие до ° К ~ 565, пока П91/Т91 может Работать до 650 ° C. Марки нержавеющей стали (304, 316) выдерживают до 800 ° C. Для Приложения, требующие работы выше 800 ° C, на основе никеля Рекомендуются сплавы.
А: Нормальные размеры с общим материалом Комбинации (основание из углеродистой стали шпильки из углеродистой стали) могут быть отправлены в течение 3-4 недель. Индивидуальные заказы (марки легированной стали, нестандартные шаблоны/размеры стержня, Особенные материалы) типично требуют 5-8 недель в зависимости от Количество и сложность. Ускоренное производство может быть доступно с Доплата.
A: Да. Мы можем обеспечить тип 3,1 ЭН 10204 Сертификаты испытаний мельницы с полной прослеживаемостью к номеру жары. Третья сторона- Инспекционные услуги (SGS, BV, TÜV) предоставляются по запросу. Легированная сталь Трубки снимаются с напряжений после шипирования в соответствии с соответствующими спецификациями. Мы также соблюдаем стандарты менеджмента качества ISO 9001:2015.











 English
English Español
Español русский язык
русский язык Português
Português




















