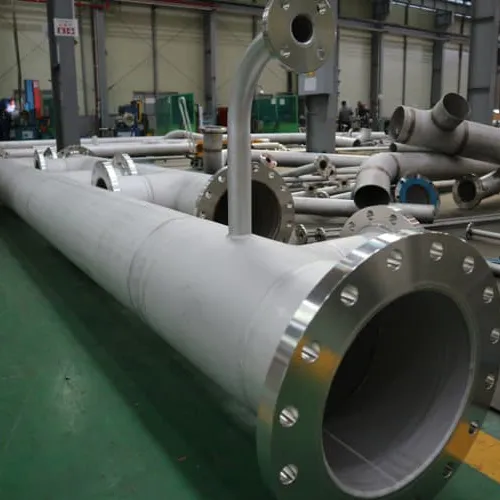
Un carrete de tubería es una sección prefabricada de
Un sistema de tuberías, que consiste en una longitud de tubería combinada con bridas, codos,
Tees y otros accesorios. Sirve como un bloque de construcción modular en industrial
La construcción, diseñada para ser fabricada en un ambiente controlado de la tienda y
Transportado al lugar de trabajo para el montaje final. Cambiando el
Trabajo de fabricación desde el sitio de construcción hasta la fábrica, carretes de tubería
Mejore perceptiblemente el control de calidad, reduzca los costes laborales, y acelere
Cronogramas del proyecto.
Nuestros carretes de tubería están diseñados para manejar
Las condiciones más exigentes, incluyendo alta presión, temperaturas extremas,
Medios de comunicación corrosivos. Utilizamos técnicas avanzadas de la soldadura y de la inspección a
Asegurar que cada carrete cumpla con las estrictas tolerancias dimensionales requeridas para
Instalación de campo sin fisuras. La complejidad de una bobina puede variar desde una simple
"Palo" de tubería con dos bridas a intrincados conjuntos 3D con
Múltiples ramas y soportes.
Pre-fabricación de carretes de tubería
Corrección de rollo y proceso de soldadura son
De la tubería principal por máquina de laminación y el soldador no necesita
Cambie su situación, y también la posición de la colocación y de la soldadura ocurren cuando
Más de una rama de la tubería larga superar el límite de espacio libre. Para crear un
Sistema de tuberías más eficiente y ahorrar tiempo, se utiliza prefabricación de carrete de tubería.
Porque si el sistema no produjo preliminar, la soldadura del sistema
Tomará mucho más tiempo y el soldador tiene que moverse sobre la tubería principal para
Lograr el ajuste o la soldadura.
¿Por qué los carretes de tubería son prefabricados?
Los carretes de tubería son prefabricados para reducir
Los costes de la instalación del campo y proporcionan una calidad más alta en los productos. Ellos son
Generalmente con bridas para obtener la conexión a otros carretes. El carrete
La fabricación es realizada normalmente por las compañías especiales que tienen
Infraestructura. Estos fabricantes especializados producen el sistema bajo la
Conjunto especificado de calidad y precisión para obtener un ajuste adecuado en el sitio y
Mantener las propiedades técnicas necesarias definidas por el cliente.
Los sistemas de tuberías utilizados principalmente son
En general:
Tuberías de acero
Para el suministro de agua y inflamables
Gases, tubos de acero son los tubos más útiles. Se utilizan en muchos hogares y
Las empresas transfieran gas natural o combustible de propano. También se utilizaban para el fuego
Sistemas de rociadores debido a su alta resistencia al calor. La durabilidad del acero es
Una de las mejores ventajas de los sistemas de tuberías. Es fuerte y puede
Soportar las presiones, las temperaturas, los choques pesados, y las vibraciones. También es
Tiene flexibilidad única que proporciona una extensión fácil.
Tubos de cobre
Las tuberías de cobre se utilizan principalmente para la
Transporte de agua caliente y fría. Hay principalmente dos tipos de cobre
Tubos, cobre suave y rígido. Los tubos de cobre se unieron usando la conexión de la llamarada,
Conexión de compresión, o soldadura. Es caro, pero ofrece un alto nivel de
Resistencia a la corrosión.
Tubos de aluminio
Se utiliza debido a su bajo costo, resistencia
Corrosión y su ductilidad. Son más deseables que el acero para la
Transporte de solventes inflamables debido a la formación de ninguna chispa. Aluminio
Las tuberías pueden ser conectadas por la llamarada de los accesorios de compresión.
Tubos de vidrio
Tubos de vidrio templado se utilizan para
Aplicaciones especializadas, tales como líquidos corrosivos, médicos o de laboratorio
Residuos o la fabricación de productos farmacéuticos. Las conexiones se realizan generalmente utilizando un
Junta especializada o guarniciones del anillo o.
Aplicaciones clave:
•Refinería de petróleo y gas: crítica para conectar la destilación
Columnas, reactores y tanques de almacenamiento en refinerías.
•Plantas petroquímicas: Utilizado en plantas del etileno y del amoníaco donde
La integridad hermética no es negociable.
•Generación de energía: Esencial para líneas de vapor, sistemas de agua de alimentación y
Circuitos de agua de refrigeración en centrales térmicas y nucleares.
•Construcción naval: carretes de tubería compactos son vitales para el motor complejo
Salas y redes de tuberías de los buques marinos.
•Tratamiento de agua: los carretes de gran diámetro se utilizan para la admisión y
Líneas de descarga en infraestructura municipal del agua.



 English
English Español
Español русский язык
русский язык Português
Português