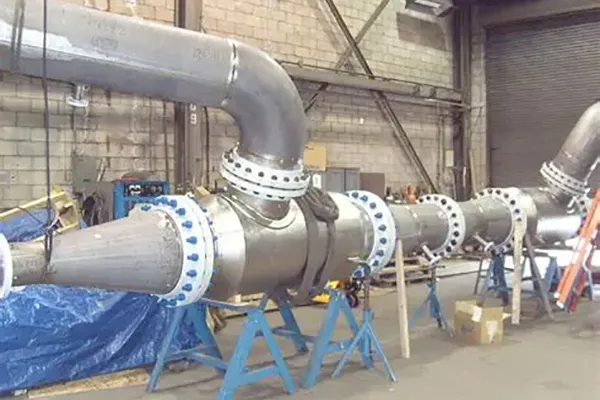
Трубные катушкиЕсть
Сборный трубопроводСобрания используемые через нефть и газ, петрочемикал, производство электроэнергии, водоочистку, и проекты инфраструктуры. Поскольку эти сборки производятся за пределами площадки и устанавливаются непосредственно в операционные системы, контроль качества имеет важное значение для обеспечения безопасной эксплуатации, надежной работы и эффективного выполнения проекта. Комплексный процесс проверки катушки трубы обычно включает в себя проверку материала, контроль размеров, контроль качества сварки, неразрушающий контроль (NDE), гидростатические испытания, контроль покрытия и окончательный обзор документации. Каждый этап помогает выявить потенциальные проблемы до того, как катушка достигнет места установки, что снижает доработку, задержки проекта и эксплуатационные риски.
В крупных EPC и промышленных строительных проектах дефекты, обнаруженные во время установки, значительно дороже исправлять, чем те, которые были выявлены во время изготовления. Рассогласование фланцев, несоответствия материалов, дефекты сварных швов или отказы покрытия могут привести к дорогостоящим изменениям в полевых условиях и сбоям в графике.
Отраслевые данные показывают, что неточности размеров и неполная прослеживаемость материала являются наиболее распространенными причинами проблем с подгонкой на местах. Структурированная программа проверки предотвращает эти проблемы и поддерживает соответствие ASME B31.3, ASME B31.1, спецификациям API и требованиям для конкретных проектов.
Надлежащий осмотр повышает эффективность монтажа и увеличивает долгосрочную надежность трубопроводных систем, работающих в сложных условиях.
Контроль качества начинается до начала изготовления. Все входящие трубы, фитинги, фланцы и аксессуары проверяются по спецификациям проекта и документам по закупкам. Типичные инспекционные мероприятия:
-
Проверка сертификатов испытаний мельницы (MTCs)
-
Подтверждая материальную ранг, размеры, и толщину стены
-
Проверка тепловых номеров и записей прослеживаемости
-
Проверка фитингов и фланцев на накладные материалы
-
Проверка материалов на наличие видимых дефектов, коррозии или повреждений
Каждому компоненту присваивается уникальный идентификационный номер катушки, позволяющий полностью проследить происхождение от сырья до готовой сборки. Это особенно важно для нефтеперерабатывающих, морских и энергетических установок, где требуются полные записи качества на протяжении всего жизненного цикла проекта.

















 English
English Español
Español русский язык
русский язык Português
Português












