Трубные катушкиУменьшить сварные швы на 60-80% и сжать графики монтажа на 30-40%. Путем перемещать изготовление от места к магазину, проектные команды получают последовательное качество сварки и меньше задержек погоды. Но хорошо изготовленная катушка все еще нуждается в правильной установке-получение проверок, подъем, выравнивание, сварка в полевых условиях, тестирование и ввод в эксплуатацию-все это влияет на конечную производительность системы. Это руководство охватывает полный процесс установки для нефтегазовых, нефтехимических, энергетических и промышленных строительных проектов.
Установка катушки трубы-это процесс позиционирования и соединения.
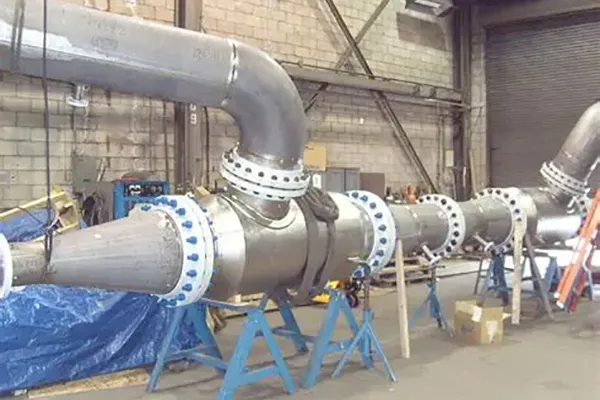
Сборный трубопроводСобрания-разделы трубы, фланцы, штуцеры, и сваренные соединения-в законченную пронзительную систему. Сравненный с ручк-построенной конструкцией на месте, предложения установки катышкы:
-
Меньше полевых сварных швов (сокращение 60-80%)
-
Более быстрая эрекция (30-40% сжатие графика)
-
Лучшее качество сварки (приемка первого прохождения магазина 95-98%)
-
Уменьшение загруженности сайта и разрешений на горячую работу
Шаг 1: Получение и проверка
Установка начинается на дворе укладки-прежде чем любая катушка поднимается. Получение командных проверок:
-
Идентификатор катушки на изометрическом чертеже
-
Материальные сертификаты и тепловые номера
-
Габаритные размеры-фланец лицом к лицу, ориентация отверстия под болт, расположение ответвлений
-
Состояние покрытия-повреждение при транспортировке устраняется перед установкой
-
Фланцевые защитные пленки для лица-неповрежденные и неповрежденные
Хранение: Катушки сидят на опорах над уровнем земли, а не прямо на земле. Неровная опора деформирует фланцы, особенно на тонкостенных катушках большого диаметра. Любое обнаруженное здесь несоответствие дешевле исправить сейчас, чем после подъема на место.
Шаг 2: Подъем и позиционирование
Катушки варьируются от небольших сборок (50 кг) до тяжелых секций (более 10 тонн). Подъем требует плана. Ключевые поднимаясь требования:
-
Утвержденные точки подъема из чертежа катушки
-
Слинги и скобы расклассифицированные для веса катышкы плюс запас прочности 25%
-
Мягкие стропы или мягкие крючки для защиты покрытий FBE/3PE
-
Стабильность нагрузки-двухточечный подъем для длинных катушек; трехточечный для сложных сборок
Для катушек более 5 тонн или 12 метров требуются официальные планы подъема-задокументированные и подписанные до движения крана.
Шаг 3: Выравнивание и подгонка
Выравнивание-самый большой риск при установке. Смещение не только затрудняет сращивание болтов-оно создает напряжение, которое переносится на насосы, компрессоры и вращающееся оборудование. Что проверяется перед любым подключением:
-
Выравнивание осевой линии с соседней трубой или соплом оборудования
-
Высота и наклон (линии гравитационного потока требуют минимального падения 1:100)
-
Параллелизм стороны фланца-не позднее 0,5 мм через сторону согласно с АСМЭ Б31.3
-
Вращение фланца под болт-отверстие-в пределах ± 1,5 мм
Никогда не принуждайте смещенные фланцы с помощью болтов. Если фланцы не выравниваются свободно, измените положение катушки или отрегулируйте опоры. Принудительное выравнивание создает напряжение, которое проявляется в виде вибрации оборудования или утечки фланца месяцами позже.
Шаг 4: Полевая сварка и механические соединения
Изготовление магазина регулирует большинств сварки, но связи-ины поля неизбежн-катышк-к-катышка,
Катушка-оборудование, Или изменения сайта. Требования полевой сварки:
-
WPS квалифицирован для материала, толщины стенки и сварочного положения
-
Сварщики сертифицированы для конкретного WPS и положения
-
Предварительный нагрев применяется в WPS-особенно важно для углеродистой стали более 25 мм стены и всех легированных сталей
-
Мониторинг и запись температуры интерпаса
Для легированных сталей (P11, P22, P91), PWHT (термическая обработка после сварки) часто требуется после полевой сварки. Портативное оборудование PWHT и квалифицированные операторы должны быть доступны на месте.
Фланцевые соединения требуют одинакового ухода:
-
Правильный тип набивкой для обслуживания (спиральн-рана для высокотемпературного, ПТФЭ для химиката)
-
Болты смазанные в спецификацию
-
Крутящий момент, применяемый в перекрестной последовательности: 30% → 60% → 100% от цели
-
Окончательный крутящий момент проверен с помощью калиброванного динамометрического ключа-затяжка не «на ощупь»
После того, как все соединения выполнены, система проходит тестирование перед вводом в эксплуатацию. NDE применяется к полевым сваркам-часто в более высоком проценте, чем цеховые сварные швы:
-
RT (радиография) или UT (ультразвуковая) для сварных швов под давлением
-
MT (магнитная частица) или PT (пенетрант красителя) для поверхностных дефектов
-
Испытание твердости на сварках которые получили PWHT (≤ 22 HRC согласно NACE MR0175 для кислого обслуживания)
Гидростатические испытания следуют NDE:
-
Залейте чистой водой (или указанной тестовой жидкостью)
-
Надуйте до расчетного давления 1,5 ×
-
Держите минимум 10 минут
-
Проверить все соединения, сварные швы, фланцы-нулевая утечка
Шаг 6: Ввод в эксплуатацию и сдача
Ввод в эксплуатацию подтверждает, что система работает так, как задумано. Задачи пусконаладочных работ:
-
Система промывки для удаления мусора (критично для вращающегося оборудования)
-
Стабилизация давления
-
Функциональное тестирование подключенного оборудования
-
Пунш-список близко-из
Документация доставлена при передаче:
-
Изометрия по мере постройки с отмеченными местами сварного шва
-
Отчеты NDE для всех полевых сварных швов
-
Сертификаты гидротеста
-
Записи СЗВТ (если применимо)
-
Фланец крутящего момента бревна
Общие проблемы установки и предотвращение
|
Вызов
|
Коренная причина
|
Профилактика
|
|
Рассогласование фланца под болт-отверстие
|
Ошибка рисования или сварочная усадка
|
Полноразмерная проверка перед установкой
|
|
Повреждение покрытия во время подъема
|
Такелажный контакт без набивки
|
Мягкие слинги и обозначенные пункты подъема
|
|
Отказ PWHT на сварном шве в поле
|
Экипажу не хватает портативных возможностей PWHT
|
Проверка полевой поддержки поставщика перед началом проекта
|
|
Утечка прокладки после запуска
|
Неравномерный крутящий момент или неправильный тип прокладки
|
Проверка прокладки бревна крутящего момента
|
-
Объектов добычи нефти и газа
-
Нефтеперерабатывающие и нефтехимические заводы
-
Станции производства электроэнергии
-
Водоочистные сооружения
-
Оффшорные платформы
-
Горнодобывающие и промышленные перерабатывающие предприятия
Часто задаваемые вопросы
Q1: Сколько времени экономят катушки для труб во время установки?
А1: Проекты типично сообщают уменьшение 30-40% в общих графиках установки.
Q2: Почему важно выравнивание фланца?
A2: Правильное выравнивание предотвращает чрезмерный стресс на оборудовании, уменьшает риски утечки, и улучшает долгосрочную надежность.
Q3: Требуются ли гидростатические испытания после установки?
A3: Большинство промышленных трубопроводных систем требуют гидростатических испытаний (расчетное давление 1,5 ×) или эквивалентных испытаний под давлением перед вводом в эксплуатацию.
Q4: Можно ли установить трубные катушки в море?
A4: Да, со специализированными покрытиями, коррозионно-стойкими материалами и дополнительными требованиями к осмотру.
Резюме
Монтаж катушек трубСледует шестиступенчатой последовательности: прием, подъем, выравнивание, сварка/соединение, тестирование и ввод в эксплуатацию. Самым большим риском при установке является выравнивание-принуждение смещенных катушек в положение создает напряжение, которое проявляется в виде вибрации оборудования или утечки фланца через несколько месяцев. Полевая сварка требует той же дисциплины, что и цеховая работа: соответствие WPS, контроль предварительного нагрева и надлежащее NDE. Гидротестирование подтверждает целостность перед запуском. Проекты, которые рассматривают установку как технический процесс-с контрольным списком, журналами крутящего момента и точками удержания-последовательно заканчиваются быстрее и запускаются без утечек.


















 English
English Español
Español русский язык
русский язык Português
Português