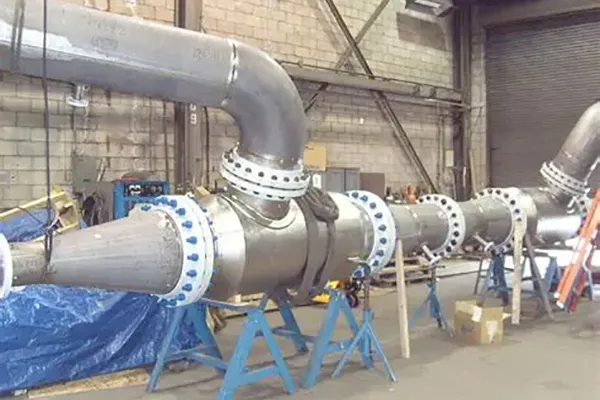
Pipe spools are shop-fabricated piping assemblies. They reduce field welds by 60-80% and speed up installation. But failures still happen — corrosion, vibration, thermal stress, or installation errors all take their toll. When a spool fails, the priority is two things: get the system back online, and figure out why it failed. Fixing the symptom without finding the cause guarantees a repeat failure. This guide covers common failure types, how to troubleshoot them, and what works for prevention.
|
Failure Type |
Typical Cause |
What You See |
|
Flange leakage |
Gasket failure, uneven bolt torque, misalignment |
Drips, pressure drop |
|
Corrosion/wall thinning |
Aggressive media, coating damage, moisture |
Reduced wall thickness, pitting |
|
Weld cracking |
Thermal stress, poor WPS, fatigue |
Visible cracks, failed NDE |
|
Deformation |
Support failure, thermal expansion, vibration |
Misaligned flanges, bent sections |
Each failure type has a different root cause. The repair method follows the root cause — not the symptom.
















 English
English Español
Español русский язык
русский язык Português
Português