Carretéis tubulaçãoReduza as soldas de campo em 60-80% e comprima os horários de instalação em 30-40%. Ao mover a fabricação do local para a loja, as equipes do projeto ganham qualidade de solda consistente e menos atrasos climáticos. Mas um carretel bem fabricado ainda precisa de instalação adequada-receber verificações, elevação, alinhamento, soldagem em campo, testes e comissionamento afetam o desempenho final do sistema. Este guia abrange o processo de instalação completo para projetos de petróleo e gás, petroquímica, geração de energia e construção industrial.
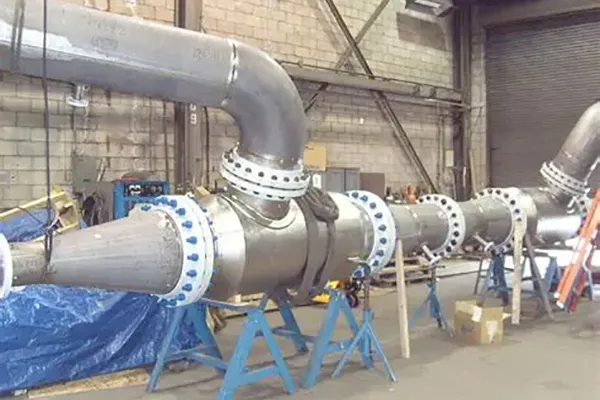
A instalação do carretel do tubo é o processo de posicionamento e conexão
Tubulação pré-fabricadaConjuntos-seções de tubos, flanges, conexões e juntas soldadas-em um sistema de tubulação completo. Comparado com a construção vara-construída no local, a instalação do carretel oferece:
-
Menos soldas de campo (redução 60-80%)
-
Ereção mais rápida (30-40% compressão cronograma)
-
Melhor qualidade de solda (compre aceitação de primeira passagem 95-98%)
-
Redução do congestionamento do local e licenças de trabalho a quente
Passo 1: Recebimento e Verificação
A instalação começa no pátio de deposição-antes que qualquer carretel seja levantado. Recebendo a equipe verifica:
-
ID do carretel contra o desenho isométrico
-
Certificados materiais e números do calor
-
Dimensões totais-flange face-a-face, orientação do parafuso-furo, lugar do ramo
-
Condição do revestimento-o dano do transporte é reparado antes da instalação
-
Protetores faciais flange-intactos e intactos
Armazenamento: Carretéis sentar-se em suportes acima do nível do solo-não diretamente no chão. Suporte irregular distorce flanges, especialmente em carretéis de parede fina de grande diâmetro. Qualquer discrepância encontrada aqui é mais barata de corrigir agora do que após o levantamento na posição.
Passo 2: Elevação e Posicionamento
Os carretéis variam de pequenos conjuntos (50 kg) a seções pesadas (acima de 10 toneladas). Levantar requer um plano. Requisitos principais do levantamento:
-
Pontos de levantamento aprovados do desenho do carretel
-
Slings e grilhões avaliados para o peso do carretel mais 25% segurança margem
-
Slings macios ou ganchos acolchoados para proteger revestimentos FBE/3PE
-
Estabilidade de carga-elevação de dois pontos para bobinas longas; três pontos para montagens complexas
Para carretéis com mais de 5 toneladas ou 12 metros, são necessários planos formais de elevação-documentados e assinados antes do guindaste se mover.
Passo 3: Alinhamento e Fit-Up
Alinhamento é o maior risco instalação. O desalinhamento não apenas dificulta o aparafusamento-ele cria estresse que é transferido para bombas, compressores e equipamentos rotativos. O que é verificado antes de qualquer conexão:
-
Alinhamento central com o tubo adjacente ou bocal do equipamento
-
Elevação e inclinação (linhas gravidade-fluxo exigem queda mínima 1:100)
-
Paralelismo face flange-dentro de 0,5mm através da face por ASME B31.3
-
Rotação do parafuso-furo da flange-dentro do ± 1.5mm
Nunca force flanges desalinhadas com parafusos. Se os flanges não se alinharem livremente, reposicione o carretel ou ajuste os suportes. Forçar o alinhamento cria estresse que aparece quando a vibração do equipamento ou o flange vaza meses depois.
Etapa 4: Soldadura do campo e conexões mecânicas
A fabricação da loja segura a maioria de soldas, mas os tie-ins do campo são inevitáveis-carretel-à-carretel,
Carretel para equipamentoOu modificações de site. Requisitos campo soldagem:
-
WPS qualificado para material, espessura de parede e posição de soldagem
-
Soldadores certificados para o WPS específico e posição
-
Pré-aqueça aplicado por WPS-especialmente crítico para aço carbono com paredes de 25mm e todos os aços
-
Interpass temperatura monitorada e registrada
Para aços de liga (P11, P22, P91), o PWHT (tratamento térmico pós-solda) é frequentemente necessário após a soldagem em campo. Equipamentos PWHT portáteis e operadores qualificados devem estar disponíveis no local.
As conexões flangeadas exigem cuidados iguais:
-
Tipo de vedação correto para o serviço (espiral enrolada para alta temperatura, PTFE para produtos químicos)
-
Parafusos lubrificados por especificação
-
Torque aplicado em sequência cruzada: 30% → 60% → 100% do alvo
-
Torque final verificado com chave de torque calibrada-sem aperto "sensação"
Depois que todas as conexões são feitas, o sistema é testado antes do comissionamento. EQM aplicada a soldas de campo-geralmente em uma porcentagem maior do que as soldas de oficina:
-
RT (radiografia) ou UT (ultrassônico) para soldas sob pressão
-
MT (partícula magnética) ou PT (corante penetrante) para defeitos superficiais
-
Testes de dureza em soldas que receberam PWHT (≤ 22 HRC por NACE MR0175 para serviço azedo)
Testes hidrostáticos seguem EQM:
-
Encha com água limpa (ou o líquido especificado do teste)
-
Pressurize a 1,5 × pressão do projeto
-
Mantenha por 10 minutos mínimo
-
Inspecione todas as conexões, soldas, flanges - zero vazamento
Passo 6: Comissionamento e entrega
O comissionamento confirma que o sistema funciona conforme projetado. Comissionamento tarefas:
-
Rubor do sistema para remover detritos (crítico para equipamentos rotativos)
-
Estabilização pressão
-
Testes funcionais de equipamentos conectados
-
Punch-lista fechar-out
Documentação entregue na entrega:
-
Isometria As-built com locais de solda marcados
-
Relatórios NDE para todas as soldas a campo
-
Certificados Hydrotest
-
Registos PWHT (se aplicável)
-
Torcos do torque flange
Instalação comum Desafios e Prevenção
|
Desafio
|
Causa Raiz
|
Prevenção
|
|
Desalinhamento do furo do parafuso da flange
|
Desenho erro ou soldagem encolhimento
|
Verificação dimensional completa antes da instalação
|
|
Danos do revestimento durante o elevador
|
Aparelhamento contato sem preenchimento
|
Slings macios e pontos designados do elevador
|
|
Falha PWHT na solda do campo
|
Tripulação não tem capacidade PWHT portátil
|
Verifique o suporte do campo do fornecedor antes do início do projeto
|
|
Junta vazamento pós-inicialização
|
Torque desigual ou tipo junta errado
|
Verificação do torque log junta
|
-
Instalações de produção de petróleo e gás
-
Refinarias e plantas petroquímicas
-
Centrais eléctricas
-
Instalações tratamento água
-
Plataformas offshore
-
Mineração e processamento industrial plantas
Perguntas Frequentes
Q1: Quanto tempo os carretéis de tubulação economizam durante a instalação?
A1: Os projetos geralmente relatam redução de 30-40% nos cronogramas gerais de instalação.
Q2: Por que o alinhamento do flange é importante?
A2: O alinhamento adequado evita o estresse excessivo no equipamento, reduz os riscos de vazamento e melhora a confiabilidade a longo prazo.
Q3: O teste hidrostático é necessário após a instalação?
A3: A maioria dos sistemas de tubulação industrial requer teste hidrostático (1,5 × pressão do projeto) ou teste de pressão equivalente antes do comissionamento.
Q4: Podem os carretéis do tubo ser instalados offshore?
A4: Sim, com revestimentos especializados, materiais resistentes à corrosão e requisitos adicionais de inspeção.
Resumo
Instalação do carretel do tuboSegue uma sequência de seis etapas: recebimento, elevação, alinhamento, soldagem/conexão, teste e comissionamento. O maior risco de instalação é o alinhamento-forçar os carretéis desalinhados na posição cria estresse que aparece quando a vibração do equipamento ou o flange vaza meses depois. A soldagem em campo requer a mesma disciplina que o trabalho na oficina: conformidade WPS, controle de pré-aquecimento e EQM adequada. Hydrotestar confirma a integridade antes do arranque. Projetos que tratam a instalação como um processo técnico-com listas de verificação, torque e pontos de retenção-terminam consistentemente mais rápido e iniciam sem vazamentos.


















 English
English Español
Español русский язык
русский язык Português
Português