

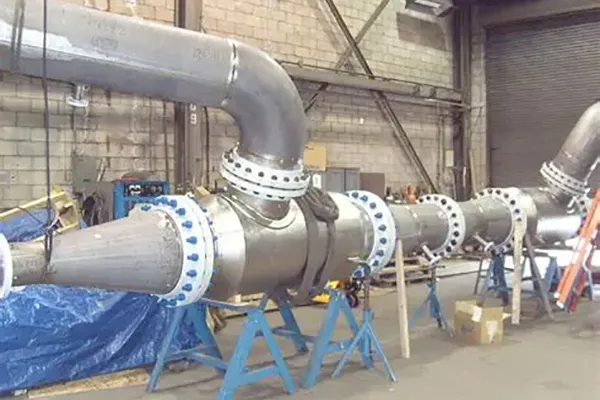
Carretéis tubulaçãoSãoTubulação fabricada na lojaAssembleias. Eles reduzem as soldas de campo em 60-80% e aceleram a instalação. Mas as falhas ainda acontecem-corrosão, vibração, estresse térmico ou erros de instalação cobram seu preço. Quando um spool falha, a prioridade é duas coisas: colocar o sistema on-line novamente e descobrir por que ele falhou. Corrigir o sintoma sem encontrar a causa garante uma falha repetida. Este guia aborda os tipos de falha comuns, como solucioná-los e o que funciona para a prevenção.
|
Falha Tipo |
Causa típica |
O que você vê |
|
Vazamento Flange |
Falha gaxeta, torque do parafuso desigual, desalinhamento |
Gotejamento, pressão baixa |
|
Corrosão/parede desbaste |
Meios agressivos, revestimento danos, umidade |
Espessura reduzida da parede |
|
Solda rachadura |
Estresse térmico, pobre WPS, fadiga |
Rachaduras visíveis, EQM falhada |
|
Deformação |
Falha do apoio, expansão térmica, vibração |
Flanges desalinhadas, seções dobradas |
Cada tipo falha tem uma causa raiz diferente. O método do reparo segue a causa raiz-não o sintoma.















 English
English Español
Español русский язык
русский язык Português
Português












