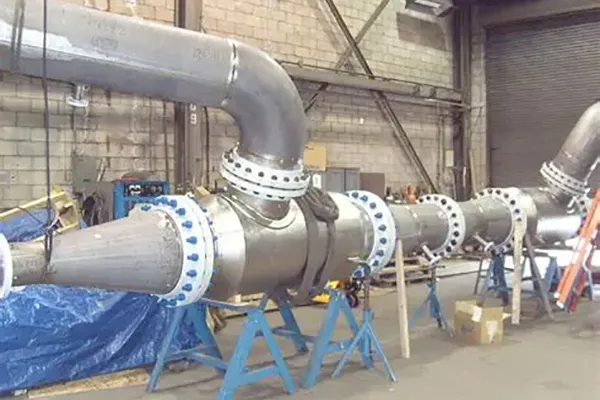
Carretes de tuberíaSon
Tubería prefabricadaSe utilizan en proyectos de petróleo y gas, petroquímicos, generación de energía, tratamiento de agua e infraestructura. Debido a que estos ensamblajes se fabrican fuera del sitio y se instalan directamente en los sistemas operativos, la inspección de calidad es esencial para garantizar un funcionamiento seguro, un rendimiento confiable y una ejecución eficiente del proyecto. Un proceso integral de inspección de bobinas de tubería generalmente incluye verificación de materiales, inspección dimensional, control de calidad de soldadura, examen no destructivo (NDE), pruebas hidrostáticas, inspección de recubrimiento y revisión de la documentación final. Cada etapa ayuda a identificar posibles problemas antes de que el carrete llegue al sitio de instalación, lo que reduce el retrabajo, los retrasos en el proyecto y los riesgos operativos.
En grandes proyectos de construcción EPC e industriales, los defectos descubiertos durante la instalación son significativamente más caros de corregir que los identificados durante la fabricación. La desalineación de la brida, las discrepancias de material, los defectos de soldadura o los fallos de recubrimiento pueden dar lugar a costosas modificaciones de campo e interrupciones de la programación.
Los datos de la industria muestran que las imprecisiones dimensionales y la trazabilidad incompleta del material son las causas más comunes de los problemas de ajuste en el campo. Un programa de inspección estructurado previene estos problemas y mantiene el cumplimiento con ASME B31.3, ASME B31.1, especificaciones API y requisitos específicos del proyecto.
La inspección adecuada mejora la eficiencia de la instalación y aumenta la confiabilidad a largo plazo de los sistemas de tuberías que operan en condiciones exigentes.
El control de calidad comienza antes de que comience la fabricación. Todas las tuberías, accesorios, bridas y accesorios entrantes se verifican con las especificaciones del proyecto y los documentos de adquisición. Actividades de inspección típicas:
-
Revisión de los certificados de prueba del molino (MTC)
-
Confirmación del grado del material, dimensiones y espesor de pared
-
Verificación de números de calor y registros de trazabilidad
-
Comprobación de accesorios y bridas contra la lista de materiales
-
Inspeccionar los materiales en busca de defectos visibles, corrosión o daños
A cada componente se le asigna un número de identificación de carrete único, lo que permite una trazabilidad completa desde la materia prima hasta el ensamblaje terminado. Esto es particularmente importante para las aplicaciones de refinería, mar adentro y plantas de energía donde se requieren registros de calidad completos a lo largo del ciclo de vida del proyecto.
Inspección dimensional
La precisión dimensional afecta directamente el éxito de la instalación. Incluso las desviaciones menores en la orientación de la brida o la longitud del carrete crean problemas de alineación que afectan la productividad del campo. Las inspecciones dimensionales se llevan a cabo durante el ajuste y se repiten después de la soldadura para tener en cuenta la contracción y la distorsión de la soldadura. Los artículos de inspección incluyen:
-
Dimensiones cara a cara
-
Mediciones de centro a centro
-
Ubicaciones de conexión de sucursal
-
Orientación del orificio de perno de brida
-
Recto de la tubería
-
Paralelismo de la cara de la brida
Para los sistemas de tuberías diseñados para ASME B31.3, las tolerancias dimensionales se mantienen en límites específicos, generalmente ± 3mm en cara a cara para NPS 10 y por debajo, y ± 1,5mm en rotación de orificio de perno de brida. El control dimensional preciso reduce los ajustes de campo y minimiza los retrasos en la instalación.
La calidad de la soldadura afecta directamente la integridad estructural y la capacidad de contención de la presión. Durante la fabricación, los inspectores verifican el cumplimiento de las Especificaciones de Procedimiento de Soldadura (WPS) aprobadas y monitorean:
-
Calificaciones de soldador
-
Preparación conjunta
-
Selección de material de relleno
-
Requisitos de precalentamiento
-
Control de temperatura interpass
Después de la soldadura, la inspección visual identifica las imperfecciones de la superficie, como socavado, porosidad, grietas, refuerzo excesivo o fusión incompleta. La prueba visual sirve como el primer paso de verificación antes de que se apliquen los métodos de inspección avanzados.
Examen no destructivo (NDE)
Muchos defectos de soldadura no se pueden detectar solo a través de la inspección visual. NDE es una parte esencial de la garantía de calidad del carrete de tubería. Métodos comúnmente utilizados:
-
Pruebas radiográficas (RT): detecta discontinuidades internas como porosidad, inclusiones de escoria y falta de fusión en soldaduras que contienen presión.
-
Prueba ultrasónica (UT) -eficaz para detectar defectos del subsuelo y evaluar integridad de la soldadura en materiales más gruesos.
-
Prueba de partículas magnéticas (MT): se aplica al acero al carbono y a los componentes de acero de baja aleación para identificar el agrietamiento en la superficie y cerca de la superficie.
-
Prueba de penetración de tinte (PT): se utiliza para el acero inoxidable y los materiales no ferrosos para revelar los defectos de rotura de la superficie.
Para aplicaciones de servicio agrio, se requieren pruebas de dureza adicionales según NACE MR0175 o ISO 15156: las tapas de soldadura deben permanecer ≤ 22 HRC.
Prueba hidrostática
Las pruebas hidrostáticas verifican la integridad de la presión antes del envío o la instalación. Procedimiento:
-
Llenar con agua limpia
-
Presurizar a 1,5 × presión de diseño
-
Mantenga durante la duración especificada (típicamente 10 segundos como mínimo por ASME B31.3)
-
Inspeccione soldaduras, bridas y conexiones-cero fugas
Las pruebas hidrostáticas exitosas confirman que el carrete puede soportar las condiciones de operación previstas. Para sistemas donde las pruebas de agua no son prácticas, las pruebas neumáticas pueden considerarse bajo procedimientos controlados y protocolos de seguridad.
Inspección de revestimiento
La protección de la superficie es esencial para mantener el rendimiento a largo plazo en entornos corrosivos. Sistemas de recubrimiento comunes:
-
Epoxi unido por fusión (FBE)
-
Polietileno de tres capas (3PE)
-
Recubrimientos Epoxi Líquidos
-
Galvanización en caliente
-
Revestimientos internos especializados
Actividades de inspección:
-
Verificación de limpieza superficial (típicamente SSPC-SP10)
-
Medición del espesor de la película seca (DFT)
-
Pruebas de vacaciones-no hay agujeros en el recubrimiento
-
Evaluación del recubrimiento visual
La inspección de recubrimiento efectiva extiende la vida útil y reduce los costos de mantenimiento futuros.
Documentación final y liberación
Antes del envío, cada carrete de tubería se somete a una revisión final de calidad. El paquete de documentación incluye:
-
Certificados de materiales (MTC)
-
Registros de soldadura
-
Informes NDE
-
Certificados de prueba hidrostática
-
Informes de inspección de revestimiento
-
Registros de inspección dimensional
Una bobina se libera para la entrega sólo después de que se hayan firmado todos los requisitos de inspección. La documentación completa proporciona confianza a los propietarios de proyectos, contratistas de EPC e inspectores de terceros, al tiempo que garantiza la trazabilidad completa del producto.
Preguntas frecuentes
Q1: ¿Cuál es el propósito de la inspección del carrete de tubería?
A1: La inspección del carrete de tubería verifica que los ensamblajes fabricados cumplan con las especificaciones del proyecto, los estándares de la industria y los requisitos de calidad antes de la instalación.
P2: ¿Qué métodos NDE se utilizan comúnmente para los carretes de tubería?
R2: RT, UT, MT y PT son los métodos de NDE más comúnmente especificados, según el tipo de material y las condiciones de servicio.
Q3: ¿Se requieren pruebas hidrostáticas para cada carrete de tubería?
A3: Los requisitos de las pruebas varían según la especificación del proyecto, los requisitos del código y las condiciones del servicio. Muchos proyectos industriales requieren pruebas hidrostáticas antes del envío.
P4: ¿Por qué es importante la trazabilidad del material?
A4: La trazabilidad garantiza que cada componente se pueda vincular a su certificación de material original, lo que respalda el control de calidad y el cumplimiento normativo.
Conclusión
Inspección de calidad del carrete de tuberíaEs un proceso sistemático que comienza con la verificación del material y continúa a través de la inspección dimensional, el control de calidad de soldadura, las pruebas NDE, las pruebas de presión, la verificación del recubrimiento y la revisión final de la documentación. Cada etapa contribuye al cumplimiento, la confiabilidad y el rendimiento a largo plazo.
Para proyectos de tuberías industriales, un programa de inspección sólido reduce los riesgos de instalación, mejora la eficiencia de la construcción y garantiza la confiabilidad operativa a largo plazo. Los fabricantes que mantienen un estricto control de calidad y una trazabilidad completa entregan bobinas de tubería que cumplen con las especificaciones del proyecto y funcionan de manera confiable a lo largo de su vida útil.



 English
English Español
Español русский язык
русский язык Português
Português