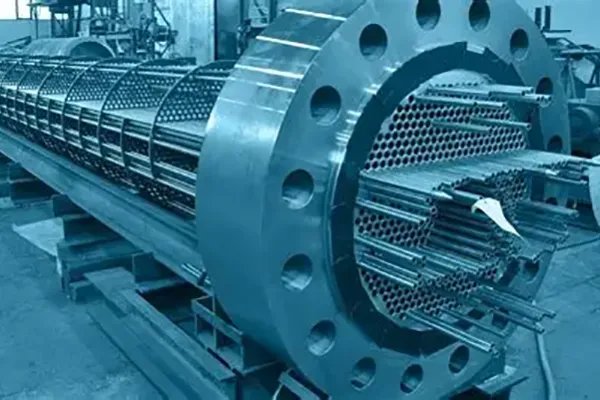
Carretes de tuberíaSon secciones de tuberías ensambladas en taller construidas a partir de tuberías, accesorios, bridas y uniones soldadas. Llegan al sitio listos para la conexión final: reducen las soldaduras de campo en un 60-80% y reducen los horarios de instalación en un 30-40%. Las instalaciones de petróleo y gas, las centrales eléctricas, los procesadores químicos y los proyectos de tratamiento de agua dependen de ellos. Pero, ¿qué sucede realmente dentro de una tienda de fabricación de bobinas de tubería? Aquí está el proceso, paso a paso.
1. Extracción de dibujo de carrete
Fabricación comienza con documentación de ingeniería. Las isométricas de tuberías, derivadas de los modelos 3D BIM (Revit, E3D o similares), se dividen en dibujos de bobinas individuales. Cada dibujo define:
-
Longitudes de corte para cada segmento de tubería
-
Tipos de ajuste y ubicaciones (codos, tees, reductores)
-
Clasificación de brida y tipos de revestimiento
-
Números de soldadura y requisitos de NDE
-
Un ID de cola único vinculado al número de línea principal
Los errores dimensionales en esta etapa caen en cascada aguas abajo. La mayoría de los talleres de fabricación ahora extraen carretes directamente del modelo 3D en lugar de volver a dibujar a partir de impresiones 2D; esto solo reduce los errores relacionados con el dibujo en aproximadamente un 80%.
2. Material Verificación y corte
Las materias primas (tuberías, bridas y accesorios) llegan con certificados de prueba de molino (MTC) y números de calor. Antes de cualquier corte, el personal del taller verifica los grados contra la lista de materiales. Los números de calor se registran contra cada ID de carrete para una trazabilidad completa.
La tubería se corta a la longitud utilizando sierras de cinta, cortadores de plasma o sierras frías. Para los materiales inoxidables y de aleación, los fabricantes utilizan equipos de corte dedicados para evitar la contaminación por hierro.
3. Biselado y Fit‑Up
Los extremos de las tuberías cortadas están biselados para coincidir con la Especificación de Procedimiento de Soldadura (WPS). Los ángulos de bisel comunes varían de 22,5 ° a 37,5 °, con una cara de raíz de 1 ‑ 3mm dependiendo del grosor de la pared.
Luego, los fabricantes ensamblan los componentes en bancos o rodillos de ajuste. Las soldaduras de tachuela sostienen la asamblea en la posición mientras que los inspectores verifican:
-
Dimensiones centro a centro y cara a cara (± 3mm según ASME B31.3)
-
Orientación del orificio de perno de brida (rotación de ± 1,5mm)
-
Ubicaciones de salida de sucursal
-
Cuadratura general del carrete
El paralelismo de la cara de la brida, crítico para el sellado de la junta, se verifica con medidores de palpado. Un hueco de 0,5mm a través de la cara de la pestaña es típicamente el umbral de rechazo.
4. Soldadura
Soldadura domina el
Horario de fabricaciónY costo. Los soldadores certificados trabajan según WPS aprobados, utilizando procesos seleccionados para el material y el servicio:
Material
|
Proceso común
|
Requisito de precalentamiento
|
Acero al carbono (SA106 Gr.B)
|
SMAW / GMAW
|
50 ‑ 100 °C para pared> 25mm
|
Acero inoxidable (304/316L)
|
Raíz GTAW + relleno SMAW
|
Ninguno, pero interpass ≤ 150 °C
|
Acero de aleación (P11/P22)
|
GTAW + SMAW
|
150 ‑ 200 °C + pwht
|
La soldadura de taller en la posición plana (1G) rutinariamente alcanza tasas de aceptación de primer paso de 95 ‑ 98%, en comparación con 85 ‑ 90% para la soldadura de campo. Las reparaciones de soldadura se registran y se inspeccionan de nuevo.



 English
English Español
Español русский язык
русский язык Português
Português