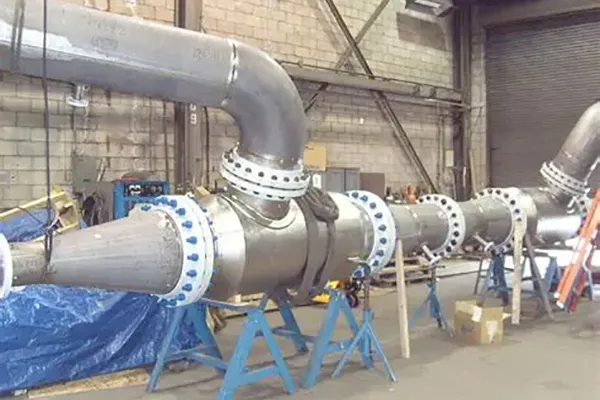
Pipe spools are
prefabricated piping assemblies used across oil and gas, petrochemical, power generation, water treatment, and infrastructure projects. Because these assemblies are manufactured off-site and installed directly into operating systems, quality inspection is essential for ensuring safe operation, reliable performance, and efficient project execution. A comprehensive pipe spool inspection process typically includes material verification, dimensional inspection, welding quality control, non-destructive examination (NDE), hydrostatic testing, coating inspection, and final documentation review. Each stage helps identify potential issues before the spool reaches the installation site, reducing rework, project delays, and operational risks.
In large EPC and industrial construction projects, defects discovered during installation are significantly more expensive to correct than those identified during fabrication. Flange misalignment, material discrepancies, weld defects, or coating failures can result in costly field modifications and schedule disruptions.
Industry data shows dimensional inaccuracies and incomplete material traceability are the most common causes of field fit-up problems. A structured inspection program prevents these issues and maintains compliance with ASME B31.3, ASME B31.1, API specifications, and project-specific requirements.
Proper inspection improves installation efficiency and increases the long-term reliability of piping systems operating under demanding conditions.
Quality control starts before fabrication begins. All incoming pipes, fittings, flanges, and accessories get verified against project specifications and procurement documents. Typical inspection activities:
-
Reviewing Mill Test Certificates (MTCs)
-
Confirming material grade, dimensions, and wall thickness
-
Verifying heat numbers and traceability records
-
Checking fittings and flanges against the bill of materials
-
Inspecting materials for visible defects, corrosion, or damage
Each component is assigned to a unique spool identification number, enabling full traceability from raw material to finished assembly. This is particularly important for refinery, offshore, and power plant applications where complete quality records are required throughout the project lifecycle.

















 English
English Español
Español русский язык
русский язык Português
Português












