

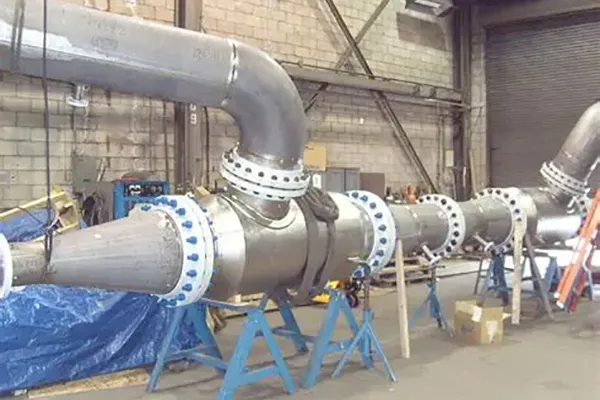
Трубные катушкиЕстьТрубопровод, изготовленный в магазинеСборок. Они уменьшают сварные швы на 60-80% и ускоряют монтаж. Но сбои все еще случаются-коррозия, вибрация, тепловое напряжение или ошибки установки-все это берет свое. Когда катушка терпит неудачу, приоритетом являются две вещи: вернуть систему в онлайн-режим и выяснить, почему она потерпела неудачу. Фиксация симптома без нахождения причины гарантирует повторный сбой. В этом руководстве рассматриваются распространенные типы сбоев, способы их устранения и то, что работает для предотвращения.
|
Тип отказа |
Типичная причина |
Что вы видите |
|
Фланец утечки |
Отказ прокладки, неравномерный крутящий момент болта, смещение |
Потоки, перепад давления |
|
Коррозия/истончение стенок |
Агрессивные среды, повреждения покрытия, влага |
Уменьшенная толщина стенок, точечная коррозия |
|
Сварное растрескивание |
Тепловое напряжение, плохое WPS, усталость |
Видимые трещины, неудавшийся NDE |
|
Деформация |
Сбой поддержки, тепловое расширение, вибрация |
Неровные фланцы, изогнутые секции |
Каждый тип сбоя имеет свою коренную причину. Метод восстановления следует за первопричиной, а не симптомом.















 English
English Español
Español русский язык
русский язык Português
Português












