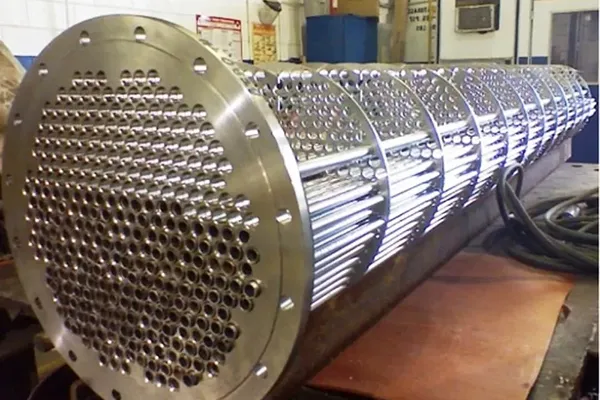
Corrosion-Resistant Structural Composition
One of the most valuable
characteristics of stainless steel heat exchanger tubes is their corrosion-resistant structure.
Chromium, a key alloying element in stainless steel, reacts with oxygen to form a thin self-healing oxide layer on the tube surface. This passive film protects the underlying metal from moisture, chemicals, and other corrosive substances.
Additional alloying elements may be added to enhance performance:
- Nickel improves toughness and corrosion resistance.
- Molybdenum increases resistance to pitting and crevice corrosion.
- Specialized alloy compositions improve high-temperature oxidation resistance.
These properties make stainless steel heat exchanger tubes suitable for chemical plants, offshore platforms, desalination facilities, and other challenging environments.
Strong Mechanical Performance
Heat exchanger tubes are frequently exposed to thermal cycling, vibration, pressure fluctuations, and mechanical stress during operation.
To withstand these conditions, stainless steel heat exchanger tubes provide: High tensile strength, Excellent ductility, Good impact resistance, and Strong fatigue performance.
These mechanical properties help prevent deformation, cracking, and premature failure while maintaining dimensional stability over extended service periods. Stainless steel also retains much of its strength at elevated temperatures, making it a reliable material for demanding heat exchange applications.
Weldability and Fabrication Advantages
Many heat exchanger systems require tube bending, welding, expansion, or forming during manufacturing and installation.
Stainless steel heat exchanger tubes offer excellent weldability and formability, allowing manufacturers to produce complex equipment designs without compromising structural integrity. These fabrication advantages improve production efficiency, simplify installation, and provide greater flexibility for customized heat exchanger solutions.
Conclusion
The structural performance of stainless steel heat exchanger tubes is defined by precise dimensional control, optimized wall thickness, smooth surface finishes, corrosion-resistant alloy composition, strong mechanical properties, and excellent fabrication capabilities.
Together, these features enable efficient heat transfer, dependable pressure resistance, and long-term durability across a wide range of industrial applications. As industries continue to demand higher efficiency, reliability, and sustainability, stainless steel heat exchanger tubes remain a trusted solution for modern heat exchange systems worldwide.
















 English
English Español
Español русский язык
русский язык Português
Português












