Adequada
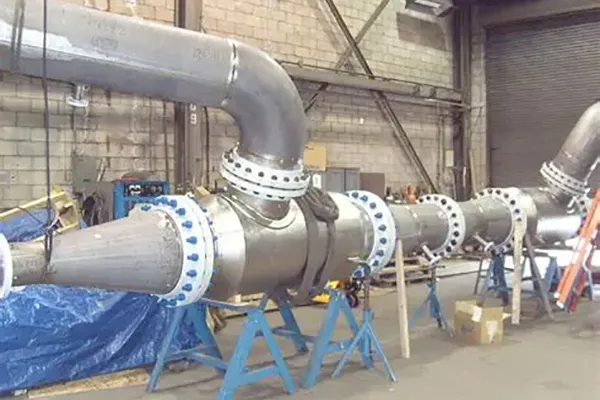
Carretel do tuboA manutenção é essencial para prolongar a vida útil, evitar vazamentos, reduzir paradas não planejadas e manter a integridade dos sistemas de tubulação industrial. Um programa completo de manutenção normalmente inclui inspeção visual rotineira, proteção contra corrosão, inspeção de flange e solda, verificação de suporte, testes periódicos não destrutivos (NDT) e gerenciamento de registros de manutenção. Quando essas práticas são realizadas de acordo com o ambiente operacional e os padrões aplicáveis do setor, os carretéis de tubos podem oferecer desempenho confiável durante toda a vida útil do projeto. Seleção adequada do material e
Fabricação lojaPara você começar. A manutenção mantém você funcionando. Este guia abrange intervalos de inspeção, proteção contra corrosão, verificações de conexão e manutenção de registros de sistemas de bobina de tubos em instalações industriais, petroquímicas, de energia e de petróleo e gás.
Por que a manutenção importa
Sistemas tubulaçõesCorra quente, pressurizado, e frequentemente corrosivo. Com o tempo, isso se desgasta em paredes, soldas, flanges e revestimentos. A questão não é se a degradação acontece-é quando e com que rapidez. A manutenção preventiva programa oferece:
-
Menos paradas não planejadas
-
Vida útil prolongada do equipamento
-
Custos de reparo mais baixos-detectar problemas custa 3-5 × menos do que correções de emergência
-
Cumprimento dos requisitos de segurança das instalações
-
Suporte para padrões de manutenção ASME B31.3, API 570 e ASME PCC-2
A maioria das instalações construir inspeções carretel em turnaround cronogramas. As linhas críticas do processo recebem verificações mais frequentes do que a tubulação do utilitário.
Um intervalo não serve a todos. Base frequência em condições operacionais, não conveniência. Rotina inspeção escopo:
-
Verificação visual externa-corrosão, danos no revestimento, amassados, marcas de impacto
-
Solda exame-rachaduras superficiais, descoloração, deformação
-
Verificações do flange e da gaxeta-escapes, parafusos soltos, condição do gaxeta
-
Verificação do apoio-ganchos, guias, afastamento térmico da expansão
-
Monitoramento de vibração-investigue qualquer movimento que não existia há seis meses
Quando aumentar a frequência de inspeção:
-
Serviço corrosivo-H₂S, cloretos, ácidos
-
Alta temperatura-acima 400 °C
-
Ciclismo serviço-diárias começa e pára
-
Exposição marítima ou offshore
-
Locais propensos a vibrações-perto de compressores ou turbinas
Proteção contra corrosão-onde a maioria das falhas começa
A corrosão é a principal causa de
Degradação do carretel do tubo-A. O revestimento adequado durante a fabricação é a primeira linha de defesa. A manutenção é a segunda. Verifique pontos regulares:
-
Condição do revestimento em pontos do apoio e lugar do grampo-onde a umidade recolhe
-
Solda zonas afetadas pelo calor-corrosão inicia aqui se o revestimento foi danificado
-
Faces do flange e roscas do parafuso-locais corrosivos da fenda
-
Linhas isoladas-CUI (corrosão sob isolamento) é comum no serviço de vapor e água gelada acima de 120 °C
Regra do reparo do dano do revestimento: conserte-o no mesmo turno que você o detecta. A umidade sob o revestimento danificado espalha a corrosão mais rapidamente do que o aço exposto. Use um sistema compatível que corresponda à especificação original. Para bobinas enterradas, verifique as leituras de proteção catódica conforme o cronograma da instalação. Para instalações offshore, inspecione os revestimentos pelo menos anualmente e lave as superfícies expostas ao sal.
Soldas e flanges são os pontos de maior risco em qualquer carretel. É aqui que os vazamentos começam e o estresse se concentra. Manutenção do flange:
-
Re-torque parafusos após o primeiro ciclo térmico e em intervalos programados-o ciclo térmico afrouxa os fixadores
-
Inspecione as juntas durante os desligamentos-substitua se esmagado, extrudado ou envelhecido
-
Verifique as superfícies de vedação do flange-corrosão ou arranhões mais profundos que 0,5mm exigem resurfacing ou substituição
Inspeção solda:
-
Visual para rachaduras, rebaixo, ou descoloração (superaquecimento)
-
Para serviços críticos, EQM numa base programada: MT ou PT para fissuras superficiais, UT ou RT para defeitos subterrâneos
Regra prática: Se um flange vazar, não apenas aperte-o. Verifique a junta e as faces do flange. Se a junta estiver danificada, substitua-a. Se os rostos estiverem deturpados, a substituição é necessária-mais torque não o consertará.
Apoio e verificações mecânicas do esforço
Os carretéis contam com suportes para distribuição de carga e movimento térmico. Quando os suportes falham, a tensão é transferida para soldas e flanges. O que verificar:
-
Alinhamento de suporte-o tubo deve descansar no suporte, não ser forçado
-
Distância térmica-as guias devem permitir o movimento, não restringi-lo
-
Deslocamento do tubo-observe durante a inicialização para movimento excessivo
Investigue novas vibrações imediatamente. Geralmente significa afrouxamento do suporte, assentamento da fundação ou desequilíbrio do equipamento. Todos os três forçam o sistema do encanamento.
Manter registros-não papelada, dados de tendência
Manutenção registros são engenharia dados, não arquivos administrativos. O que registrar:
-
Datas e resultados do controlo
-
UT espessura leituras-tendência parede perda taxas ao longo do tempo
-
Reparos do revestimento-localização, data, material utilizado
-
Flange torque valores e gaxeta tipos instalados
-
Resultados e localizações EQM
Por que é importante: Um carretel que perdeu 0,5mm de espessura de parede em um ano perderá outro 0,5mm no próximo-a menos que algo mude. Registros mostram a tendência. Adivinhar não.
Erros comuns manutenção
|
Erro
|
Resultado
|
|
Atrasando o reparo do revestimento
|
A corrosão se espalha sob a área danificada
|
|
Ignorando pequenos vazamentos flange
|
Falha junta torna-se vazamento completo durante a inicialização
|
|
Usando fixadores de substituição sem especificação
|
Corrosão acelera, valores de torque não seguram
|
|
Ignorando verificações UT agendadas
|
Parede desbaste não detectado até perfuração
|
|
Não registrar o histórico do reparo
|
A mesma questão se repete, ninguém sabe por quê
|
Perguntas Frequentes
Q1: Com que frequência os carretéis do tubo devem ser inspecionados?
A1: Depende do serviço. Linhas críticas do processo: UT anual e verificações visuais. Linhas utilitárias: a cada 2-3 anos ou em turnaround programado.
Q2: Qual é a causa mais comum de falha do carretel do tubo?
A2: Corrosão-dano externo do revestimento e corrosão interna do processo são os dois primeiros.
P3: Deve a EQM fazer parte dos programas de manutenção?
A3: Sim. Para serviços de alta pressão, alta temperatura ou azedo, o UT ou MT periódico detecta defeitos ocultos antes que eles causem falhas.
Q4: Por que a manutenção registra importante?
A4: Registros rastreiam tendências de perda de parede, identificam problemas recorrentes e apoiam o planejamento de substituição-não apenas a documentação.
Resumo
Os carretéis não falham repentinamente. Eles degradam-o revestimento fica danificado, as paredes finas, os flanges relaxam, a corrosão se espalha. Manutenção captura estes antes que se tornem vazamentos ou rupturas. Defina intervalos de inspeção baseados na severidade do serviço. Verifique os revestimentos, flanges, soldas e suportes. Re-torque após ciclos térmicos. Registre leituras UT espessura e reparação histórias. Instalações que tratam a manutenção como trabalho de engenharia-não atividade de checklist-obtêm consistentemente 20 anos de bobinas devidamente especificadas. Aqueles que não o fizerem, substituí-los na próxima reviravolta. E isso custa mais.

















 English
English Español
Español русский язык
русский язык Português
Português












