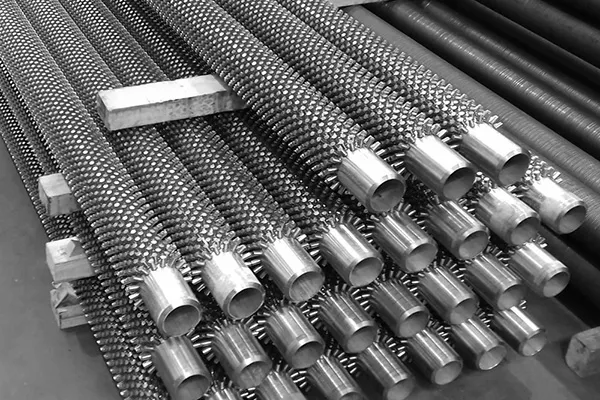
A studded tube — also called a nailhead pipe or pin tube — consists of a base tube with metal studs welded onto the external surface in a precise pattern. The studs increase the heat transfer surface area and disrupt the thermal boundary layer, improving thermal efficiency in high-temperature applications. Typical applications include refinery fired heaters, waste heat boilers, circulating fluidized bed (CFB) boilers, and petrochemical process heaters. The welded studs also serve as anchors for refractory castable material in some furnace applications.
|
Parameter |
Typical Range |
|
Stud diameter |
6–12.5 mm |
|
Stud height |
10–35 mm |
|
Stud spacing (pitch) |
8–30 mm |
|
Pattern arrangement |
Square or staggered |
The final step protects the finished product for shipping and service. Surface treatment options include shot blasting, anti-rust oil, painting, or specialized coatings depending on project requirements. Proper packaging — end caps, secure bundling, and corrosion protection — ensures the tubes arrive at the project site in the same condition they left the factory. Manufacturing Process Summary:
Base Tube Selection → Surface Preparation → Stud Positioning → Automatic Resistance Welding → Weld Inspection → Dimensional Check → Surface Treatment → Packaging
















 English
English Español
Español русский язык
русский язык Português
Português