Espesor de pared y ingeniería de tolerancia a la corrosión.
Las aplicaciones de servicio severas exigen cálculos de espesor de pared que incorporen una tolerancia de corrosión realista en lugar de valores nominales de libros de texto. Erosión-corrosión en
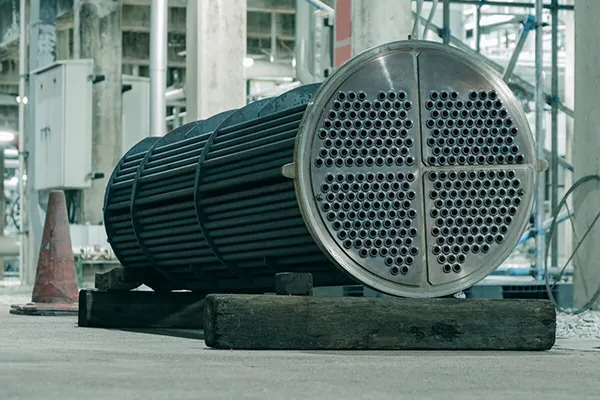
Regiones de la entrada del tubo del cambiador de calor del acero inoxidable, Donde el flujo turbulento incide en los extremos de los tubos, a menudo dicta aumentos localizados del espesor de la pared o la aplicación de recubrimientos de revestimiento duro.
Para el servicio de vapor a alta temperatura, las consideraciones de ruptura por fluencia rigen el espesor mínimo de la pared durante la vida útil del diseño. Las normas ASME Sección VIII y TEMA proporcionan marcos de cálculo, pero los ajustes específicos de campo basados en datos históricos de rendimiento de instalaciones comparables refinan estos puntos de referencia.
El control de tolerancia de fabricación se vuelve crítico cuando los márgenes de espesor de pared se estrechan. La producción sin costura estirada en frío con monitoreo continuo del espesor de la pared ultrasónica garantiza una distribución uniforme del material y elimina las regiones de pared delgada que servirían como sitios de inicio de fallas.
Integridad superficial y calidad de fabricación.
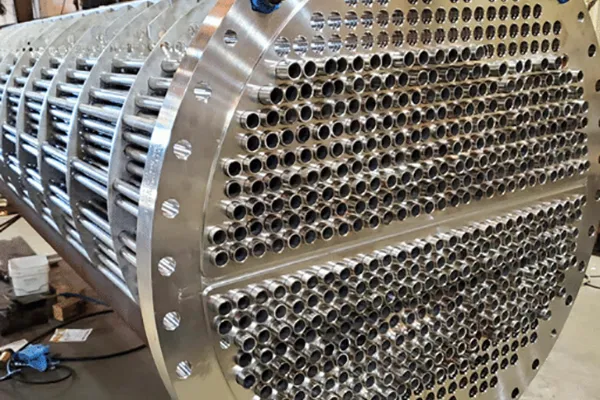
Condición superficial del tubo del cambiador de calor del acero inoxidableInfluye directamente en el comportamiento de iniciación de la corrosión. Los arañazos, las partículas de hierro incrustadas de las herramientas de manipulación o la escala residual del tratamiento térmico crean celdas galvánicas y puntos de concentración de tensión que aceleran el ataque localizado en condiciones agresivas.
Los acabados superficiales recocidos brillantes, seguidos de un tratamiento de pasivación, establecen una película robusta de óxido de cromo. Para las aplicaciones más exigentes, el electropulido mejora aún más la suavidad de la superficie y la estabilidad de la película de óxido, reduciendo la adhesión microbiana en entornos propensos a bioincrustaciones y mejorando la capacidad de limpieza en el servicio farmacéutico o de grado alimenticio.
Las prácticas de fabricación durante el ensamblaje del paquete (método de expansión, secuencia de soldadura, protocolos de alivio de tensión) deben preservar la integridad del material base. La expansión incorrecta del tubo a la placa tubular genera tensiones residuales que promueven el agrietamiento por corrosión bajo tensión en entornos de cloruro.
Pruebas no destructivas para la eliminación de defectos.
Las pruebas hidrostáticas estándar verifican la contención de la presión pero no detectan defectos subterráneos que se propagan bajo estrés térmico cíclico. Para aplicaciones de servicio severas, las pruebas de corriente de Foucault con tecnología de sonda giratoria identifican grietas circunferenciales, picaduras y patrones de pérdida de pared en toda la longitud del tubo del intercambiador de calor de acero inoxidable.
Prueba ultrasónica del tubo del cambiador de calor del acero inoxidableLos extremos detectan las zonas de erosión de entrada antes de que progresen a través de la penetración de la pared. El examen radiográfico de juntas soldadas en configuraciones de cabezal de retorno o curva en U garantiza la integridad de la fusión en regiones de alto estrés.
Estos protocolos de inspección, realizados en las etapas de fabricación y prepuesta en marcha, establecen la documentación de la condición de referencia que respalda los programas de monitoreo en servicio posteriores.



 English
English Español
Español русский язык
русский язык Português
Português