Wall Thickness & Corrosion Allowance Engineering.
Severe service applications demand wall thickness calculations that incorporate realistic corrosion allowance rather than nominal textbook values. Erosion-corrosion at
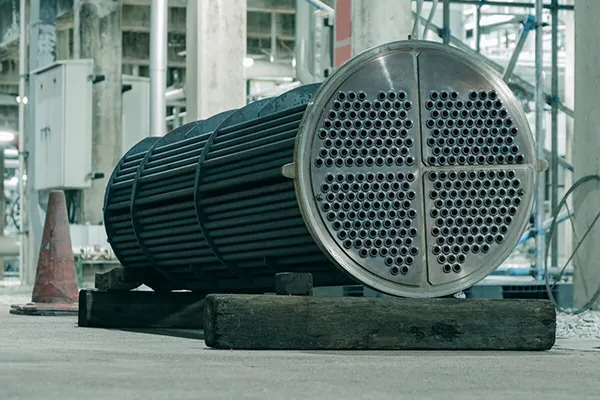
stainless steel heat exchanger tube inlet regions, where turbulent flow impinges on tube ends, often dictates localized wall thickness increases or the application of hard-facing overlays.
For high-temperature steam service, creep rupture considerations govern minimum wall thickness over the design life. ASME Section VIII and TEMA standards provide calculation frameworks, but field-specific adjustments based on historical performance data from comparable installations refine these benchmarks.
Manufacturing tolerance control becomes critical when wall thickness margins narrow. Cold-drawn seamless production with continuous ultrasonic wall thickness monitoring ensures uniform material distribution and eliminates thin-wall regions that would serve as failure initiation sites.
Surface Integrity and Fabrication Quality.
Stainless steel heat exchanger tube surface condition directly influences corrosion initiation behavior. Scratches, embedded iron particles from handling tools, or residual scale from heat treatment create galvanic cells and stress concentration points that accelerate localized attack under aggressive conditions.
Bright annealed surface finishes, followed by passivation treatment, establish a robust chromium oxide film. For the most demanding applications, electropolishing further enhances surface smoothness and oxide film stability, reducing microbial adhesion in biofouling-prone environments and improving cleanability in pharmaceutical or food-grade service.
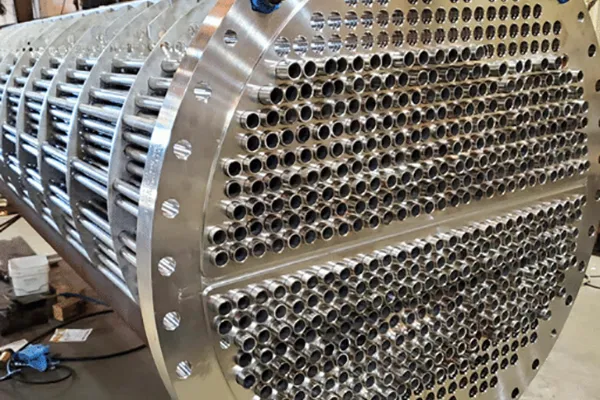
Fabrication practices during bundle assembly—expansion method, welding sequence, stress relief protocols—must preserve base material integrity. Improper tube-to-tubesheet expansion generates residual stresses that promote stress corrosion cracking in chloride environments.
Non-Destructive Testing for Defect Elimination.
Standard hydrostatic testing verifies pressure containment but does not detect subsurface defects that propagate under cyclic thermal stress. For severe service applications, eddy current testing with rotating probe technology identifies circumferential cracks, pitting, and wall loss patterns across the full stainless steel heat exchanger tube length.
Ultrasonic testing of stainless steel heat exchanger tube ends detects inlet erosion zones before they progress to through-wall penetration. Radiographic examination of welded joints in U-bend or return header configurations ensures fusion integrity in high-stress regions.
These inspection protocols, performed at manufacturing and pre-commissioning stages, establish baseline condition documentation that supports subsequent in-service monitoring programs.
















 English
English Español
Español русский язык
русский язык Português
Português












