Manufacturing and Quality Control: What We Delivered?
Production followed a tightly controlled sequence:
Raw material verification. Coils from an approved mill underwent chemical composition analysis and PMI testing upon arrival. All material met the specified 316L chemistry with molybdenum content at 2.3%—above the 2.0% minimum—for enhanced pitting resistance.
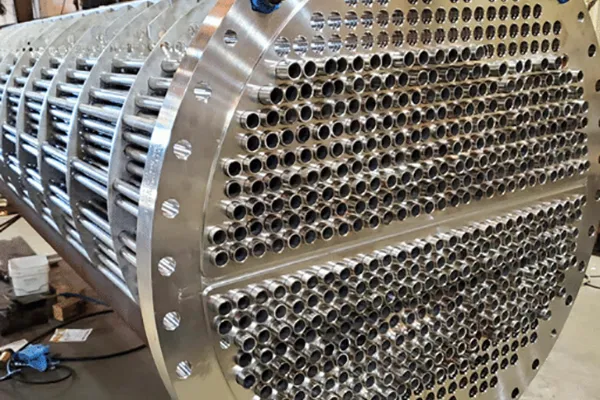
Cold drawing and dimensional control. The
stainless steel heat exchanger tubes were drawn through carbide dies with continuous laser micrometer monitoring. OD and wall thickness were recorded at 2-meter intervals throughout production. The final dimensional data package showed OD variation within ±0.03 mm and wall thickness within ±3.5%—exceeding the customer's requirements.
Solution annealing and bright annealing. Heat treatment was performed in a controlled atmosphere furnace with endothermic gas protection. The resulting bright surface condition met the specified Ra ≤ 0.8 μm, verified by profilometer measurements on samples from each production lot.
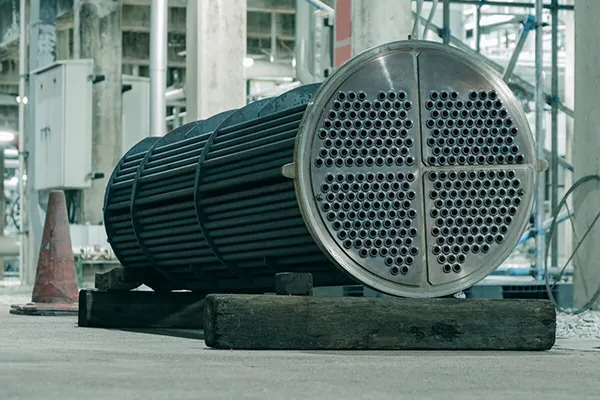
Non-destructive examination. Every
stainless steel heat exchanger tube in the order underwent:
Eddy current testing with reference standards per ASTM E426
Hydrostatic pressure testing at 28 MPa, held for 10 seconds per tube
Visual inspection and dimensional verification against customer drawings
Surface roughness measurement using contact profilometry
All test records were compiled into individual tube traceability reports, cross-referenced by heat number and production lot.
Packaging and International Shipment
The tubes were packaged for ocean freight with the following protective measures:
Plastic end caps on both ends
VCI paper wrapping and waterproof polyethylene covering
Seaworthy wooden crates with internal bracing
Bundle labels showing heat numbers, dimensions, and project reference codes
Each package was photographed before loading, and the images were shared with the customer for verification. Export documentation—including commercial invoices, packing lists, bill of lading, certificate of origin, and the complete test certificate package—was prepared in parallel and submitted to the customer's logistics team five days prior to vessel departure.
Delivery Performance
The order was loaded at Shanghai Port on schedule and arrived at the customer's job site in Batam, Indonesia, within the agreed 45-day window. The customer's receiving inspection confirmed that all
stainless steel heat exchanger tubes met the specified dimensions, surface condition, and test requirements. No discrepancies were reported.
According to the customer's installation team, no tube-end modifications or dimensional corrections were required during assembly. The heat exchanger bundle installation proceeded smoothly, helping the project maintain its planned construction schedule.















 English
English Español
Español русский язык
русский язык Português
Português












