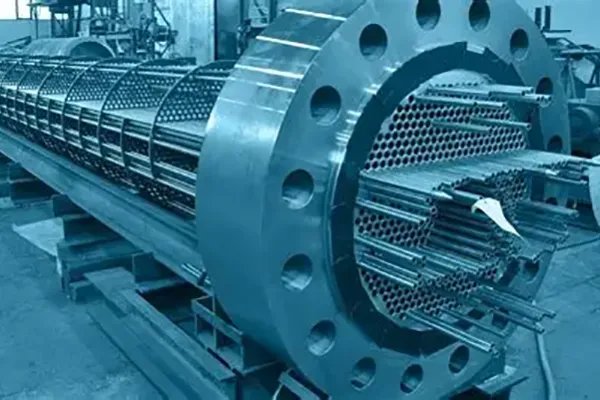
Stainless steel heat exchanger tubes are widely used in power generation, petrochemical processing, desalination, marine engineering, and industrial heat-transfer systems. Under proper operating conditions, these tubes can often provide 15–25 years or more of reliable service. However, premature tube failure caused by fouling, corrosion, erosion, or inadequate maintenance can significantly increase operating costs and reduce system efficiency. The good news is that most tube failures are preventable. By implementing proper maintenance strategies and selecting suitable materials, operators can extend service life, improve heat-transfer performance, and reduce unexpected downtime.
|
Failure Mechanism |
Typical Cause |
Recommended Solution |
|
Fouling |
Scale, biological growth, deposits |
Water treatment and regular CIP cleaning |
|
Corrosion |
Chlorides, chemicals, oxygen exposure |
Proper material selection and monitoring |
|
Stress Corrosion Cracking (SCC) |
Chloride-rich environments |
Use corrosion-resistant alloy grades |
|
Erosion-Corrosion |
High fluid velocity and suspended solids |
Flow control and inlet protection |
|
Mechanical Wear |
Long-term operation and vibration |
Periodic inspection and predictive maintenance |
Fouling is one of the leading causes of reduced heat exchanger performance. Mineral scale, biological films, and process deposits can create an insulating layer on the tube surface, restricting heat transfer and increasing energy consumption. Effective fouling prevention begins with proper water treatment. Maintaining stable water chemistry, monitoring total dissolved solids, controlling pH levels, and installing filtration systems can significantly reduce deposit formation. For systems experiencing scaling, Clean-In-Place (CIP) cleaning programs can remove deposits without dismantling equipment. Many facilities schedule cleaning based on pressure-drop monitoring and thermal performance trends rather than fixed intervals, helping maintain optimal heat-transfer efficiency while reducing maintenance costs.
Material selection plays a critical role in extending tube service life. Different operating environments require different levels of corrosion resistance. For general industrial applications, 304 stainless steel often provides sufficient corrosion resistance. In cooling-water systems and mildly corrosive environments, 316L is commonly preferred due to its enhanced resistance to chloride attack. For seawater, desalination, and high-chloride applications, higher-performance materials such as Duplex 2205, Super Duplex 2507, 254SMO, or titanium may offer superior long-term reliability. Selecting the appropriate material based on process conditions can significantly reduce the risk of pitting corrosion, stress corrosion cracking, and premature tube replacement.
These measures help preserve tube integrity and reduce the likelihood of unexpected failures.
By tracking wall thickness, corrosion rates, and heat-transfer performance, operators can optimize maintenance schedules and reduce unplanned shutdowns.
Compliance with recognized inspection standards helps ensure long-term reliability and operational safety. Many facilities follow standards and inspection practices associated with pressure equipment maintenance, including periodic non-destructive examination (NDE), performance evaluation, and integrity assessments. Regular inspections allow maintenance teams to identify developing issues before they affect production efficiency or equipment safety.
A4: Common causes include fouling, pitting corrosion, stress corrosion cracking, erosion-corrosion, vibration damage, and insufficient maintenance.















 English
English Español
Español русский язык
русский язык Português
Português